Nachfolgend sind alle veröffentlichten "Berichte des Monats" aufgelistet. Klicke auf die jeweiligen Artikel, um diese zu lesen.
Dezember 2019 - Urlaub
Auch ein Webmaster braucht einmal Urlaub.
November 2019 - D-Rad fahren auf gesperrter Axenstrasse
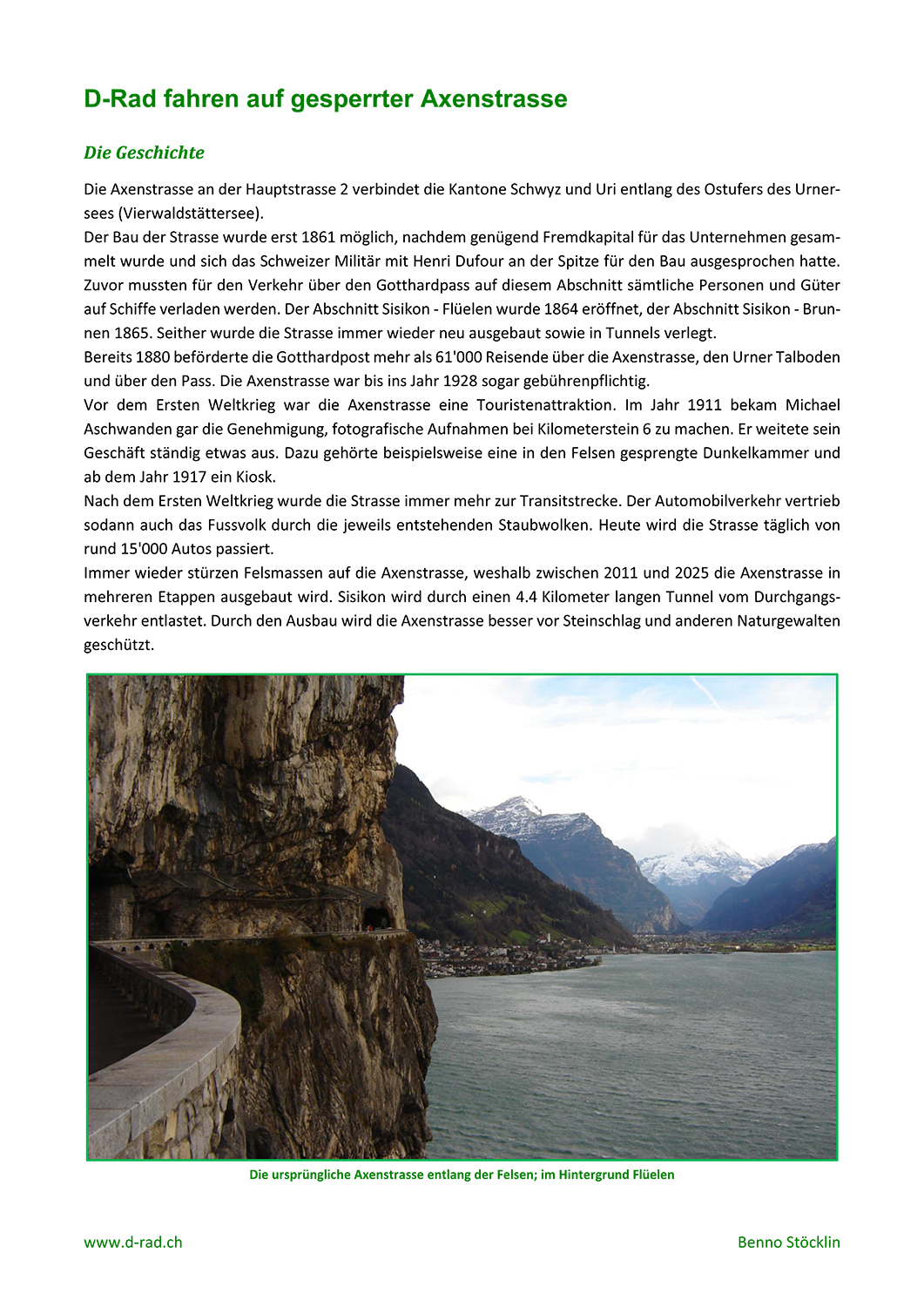
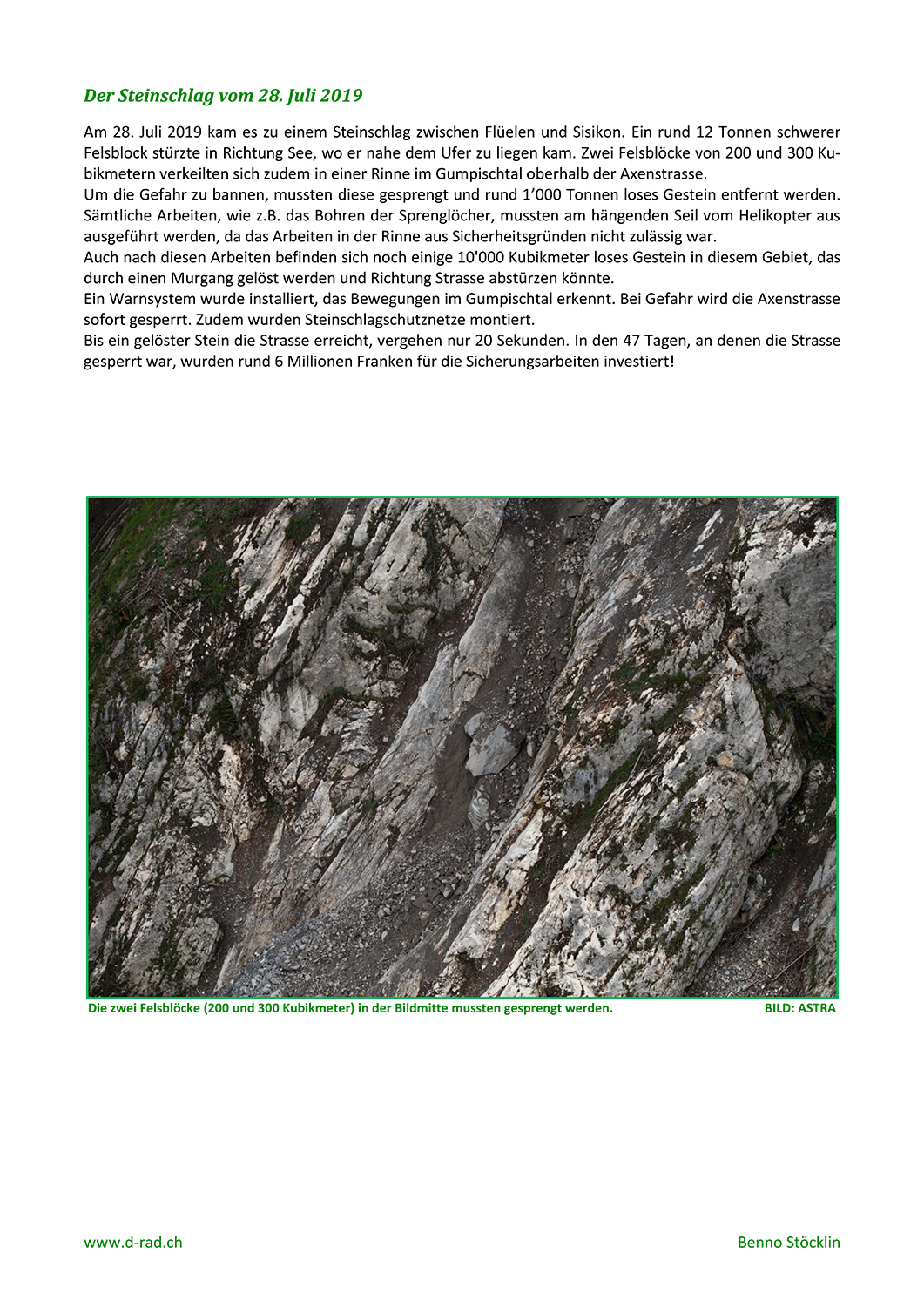
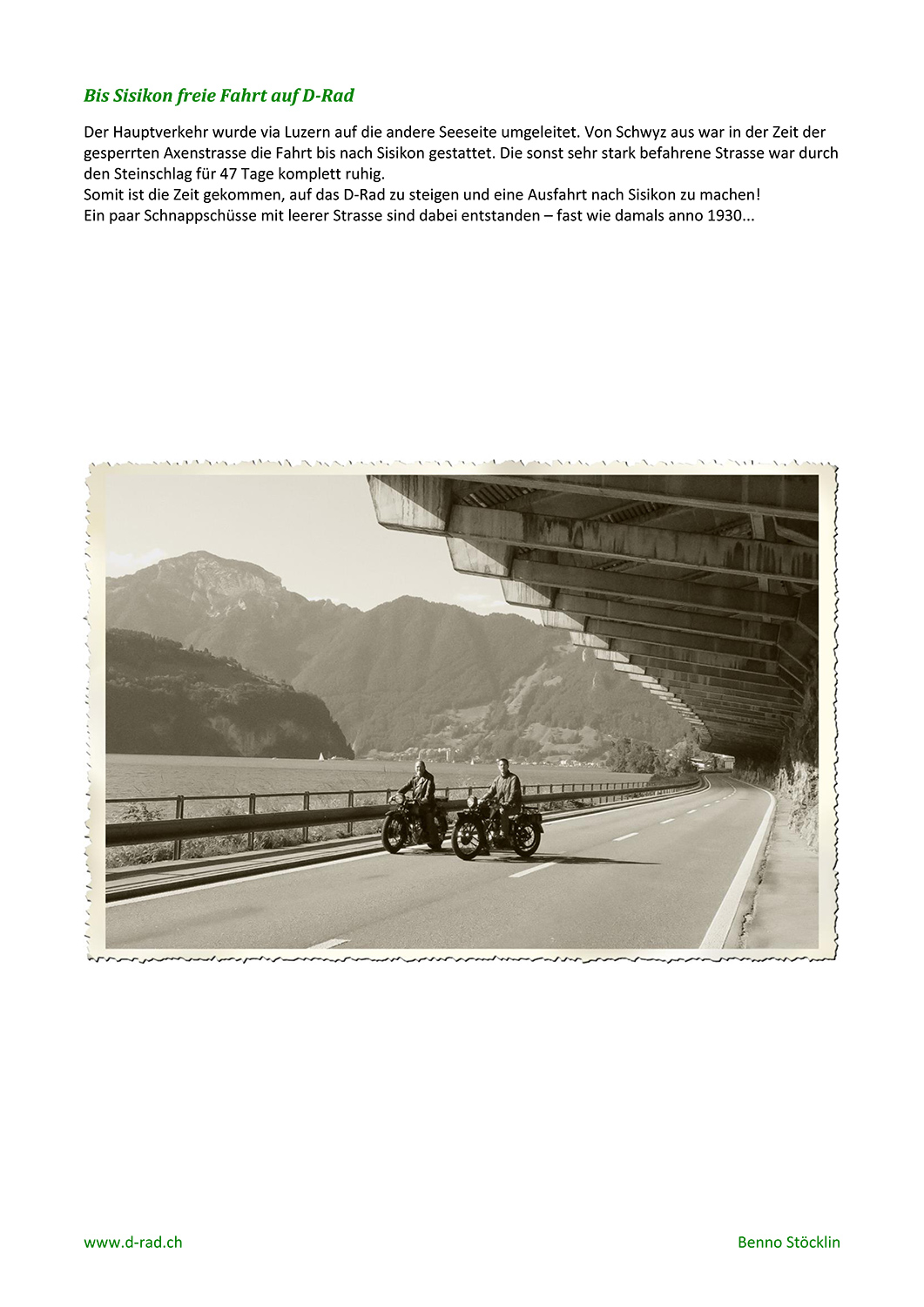
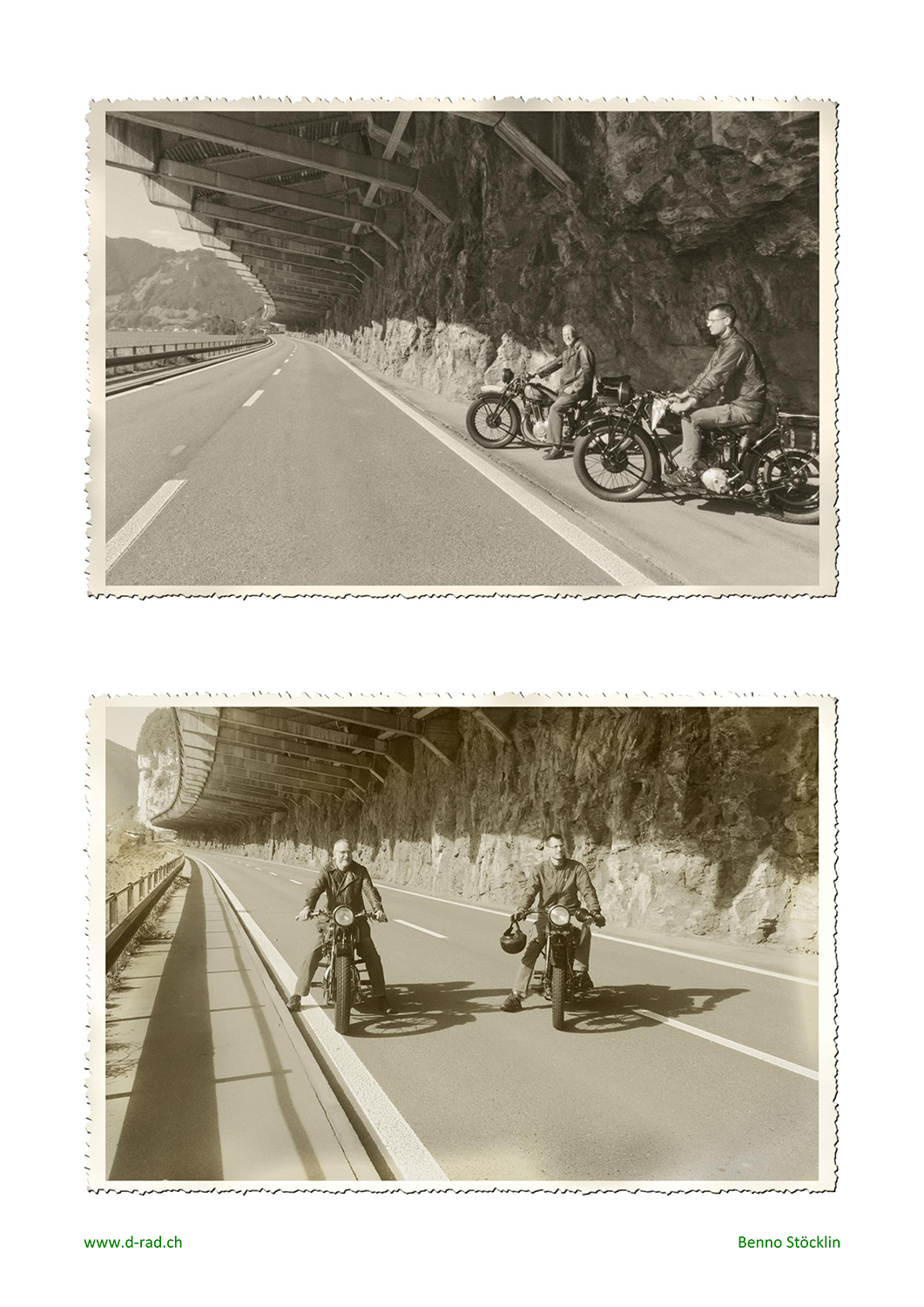
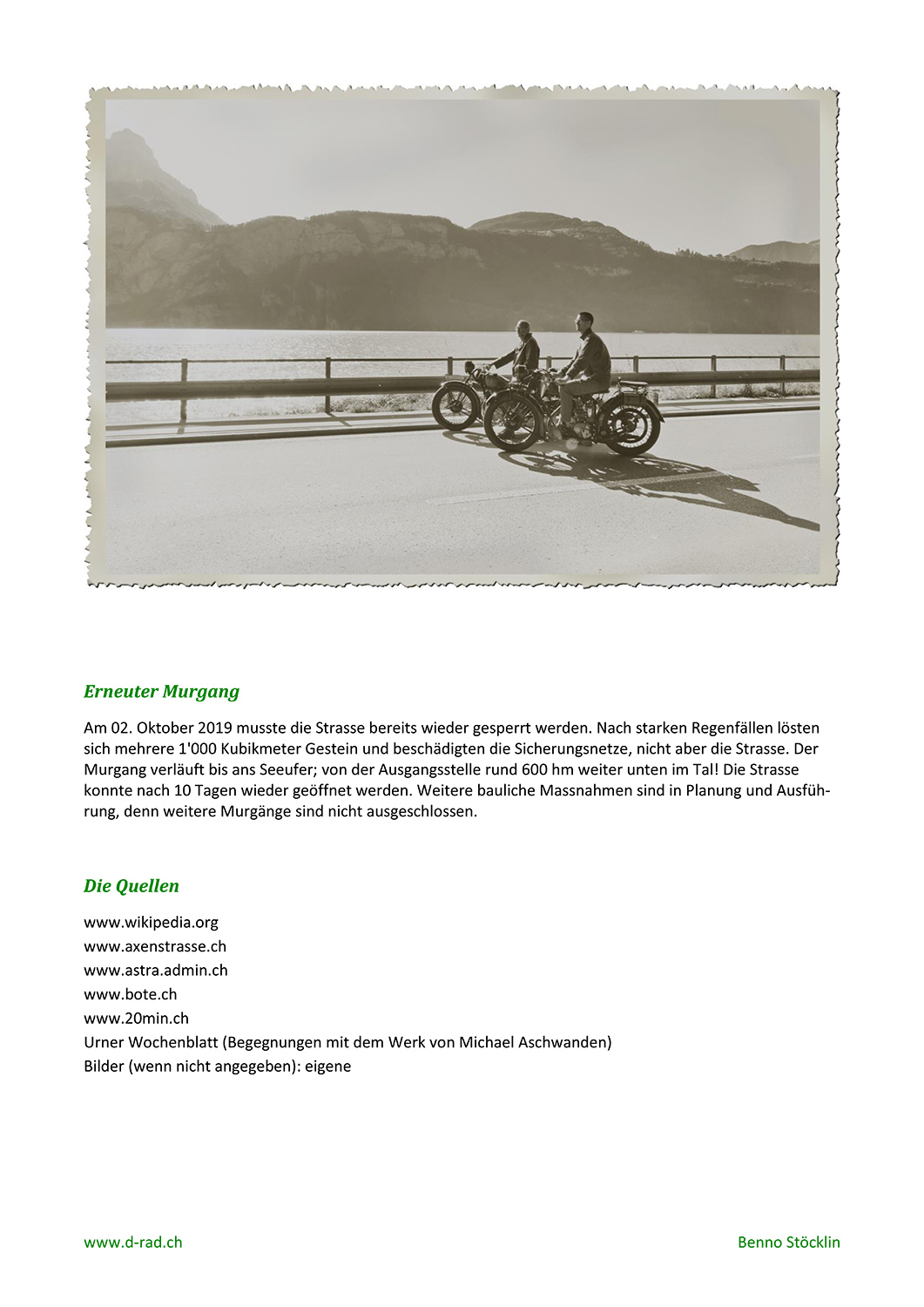
D-Rad fahren auf gesperrter Axenstrasse Die Geschichte Die Axenstrasse an der Hauptstrasse 2 verbindet die Kantone Schwyz und Uri entlang des Ostufers des Urner-sees (Vierwaldstättersee). Der Bau der Strasse wurde erst 1861 möglich, nachdem genügend Fremdkapital für das Unternehmen gesam-melt wurde und sich das Schweizer Militär mit Henri Dufour an der Spitze für den Bau ausgesprochen hatte. Zuvor mussten für den Verkehr über den Gotthardpass auf diesem Abschnitt sämtliche Personen und Güter auf Schiffe verladen werden. Der Abschnitt Sisikon - Flüelen wurde 1864 eröffnet, der Abschnitt Sisikon - Brun-nen 1865. Seither wurde die Strasse immer wieder neu ausgebaut sowie in Tunnels verlegt. Bereits 1880 beförderte die Gotthardpost mehr als 61'000 Reisende über die Axenstrasse, den Urner Talboden und über den Pass. Die Axenstrasse war bis ins Jahr 1928 sogar gebührenpflichtig. Vor dem Ersten Weltkrieg war die Axenstrasse eine Touristenattraktion. Im Jahr 1911 bekam Michael Aschwanden gar die Genehmigung, fotografische Aufnahmen bei Kilometerstein 6 zu machen. Er weitete sein Geschäft ständig etwas aus. Dazu gehörte beispielsweise eine in den Felsen gesprengte Dunkelkammer und ab dem Jahr 1917 ein Kiosk. Nach dem Ersten Weltkrieg wurde die Strasse immer mehr zur Transitstrecke. Der Automobilverkehr vertrieb sodann auch das Fussvolk durch die jeweils entstehenden Staubwolken. Heute wird die Strasse täglich von rund 15'000 Autos passiert. Immer wieder stürzen Felsmassen auf die Axenstrasse, weshalb zwischen 2011 und 2025 die Axenstrasse in mehreren Etappen ausgebaut wird. Sisikon wird durch einen 4.4 Kilometer langen Tunnel vom Durchgangs-verkehr entlastet. Durch den Ausbau wird die Axenstrasse besser vor Steinschlag und anderen Naturgewalten geschützt. Die ursprüngliche Axenstrasse entlang der Felsen; im Hintergrund Flüelen www.d-rad.ch Benno Stöcklin Der Steinschlag vom 28. Juli 2019 Am 28. Juli 2019 kam es zu einem Steinschlag zwischen Flüelen und Sisikon. Ein rund 12 Tonnen schwerer Felsblock stürzte in Richtung See, wo er nahe dem Ufer zu liegen kam. Zwei Felsblöcke von 200 und 300 Ku-bikmetern verkeilten sich zudem in einer Rinne im Gumpischtal oberhalb der Axenstrasse. Um die Gefahr zu bannen, mussten diese gesprengt und rund 1’000 Tonnen loses Gestein entfernt werden. Sämtliche Arbeiten, wie z.B. das Bohren der Sprenglöcher, mussten am hängenden Seil vom Helikopter aus ausgeführt werden, da das Arbeiten in der Rinne aus Sicherheitsgründen nicht zulässig war. Auch nach diesen Arbeiten befinden sich noch einige 10'000 Kubikmeter loses Gestein in diesem Gebiet, das durch einen Murgang gelöst werden und Richtung Strasse abstürzen könnte. Ein Warnsystem wurde installiert, das Bewegungen im Gumpischtal erkennt. Bei Gefahr wird die Axenstrasse sofort gesperrt. Zudem wurden Steinschlagschutznetze montiert. Bis ein gelöster Stein die Strasse erreicht, vergehen nur 20 Sekunden. In den 47 Tagen, an denen die Strasse gesperrt war, wurden rund 6 Millionen Franken für die Sicherungsarbeiten investiert! Die zwei Felsblöcke (200 und 300 Kubikmeter) in der Bildmitte mussten gesprengt werden. BILD: ASTRA www.d-rad.ch Benno Stöcklin Arbeiten an der Seilwinde mit einem Helikopter der REGA (Schweizerische Rettungsflugwacht). BILD: ASTRA www.d-rad.ch Benno Stöcklin Bis Sisikon freie Fahrt auf D-Rad Der Hauptverkehr wurde via Luzern auf die andere Seeseite umgeleitet. Von Schwyz aus war in der Zeit der gesperrten Axenstrasse die Fahrt bis nach Sisikon gestattet. Die sonst sehr stark befahrene Strasse war durch den Steinschlag für 47 Tage komplett ruhig. Somit ist die Zeit gekommen, auf das D-Rad zu steigen und eine Ausfahrt nach Sisikon zu machen! Ein paar Schnappschüsse mit leerer Strasse sind dabei entstanden – fast wie damals anno 1930... www.d-rad.ch Benno Stöcklin www.d-rad.ch Benno Stöcklin Erneuter Murgang Am 02. Oktober 2019 musste die Strasse bereits wieder gesperrt werden. Nach starken Regenfällen lösten sich mehrere 1'000 Kubikmeter Gestein und beschädigten die Sicherungsnetze, nicht aber die Strasse. Der Murgang verläuft bis ans Seeufer; von der Ausgangsstelle rund 600 hm weiter unten im Tal! Die Strasse konnte nach 10 Tagen wieder geöffnet werden. Weitere bauliche Massnahmen sind in Planung und Ausfüh-rung, denn weitere Murgänge sind nicht ausgeschlossen.
Die sonst sehr stark befahrene Strasse war durch einen Steinschlag für 47 Tage komplett ruhig. Somit ist die Zeit gekommen, auf das D-Rad zu steigen und eine Ausfahrt nach Sisikon zu machen!
Oktober 2019 - Stahlseilreifen oder Tiefbettfelgen?

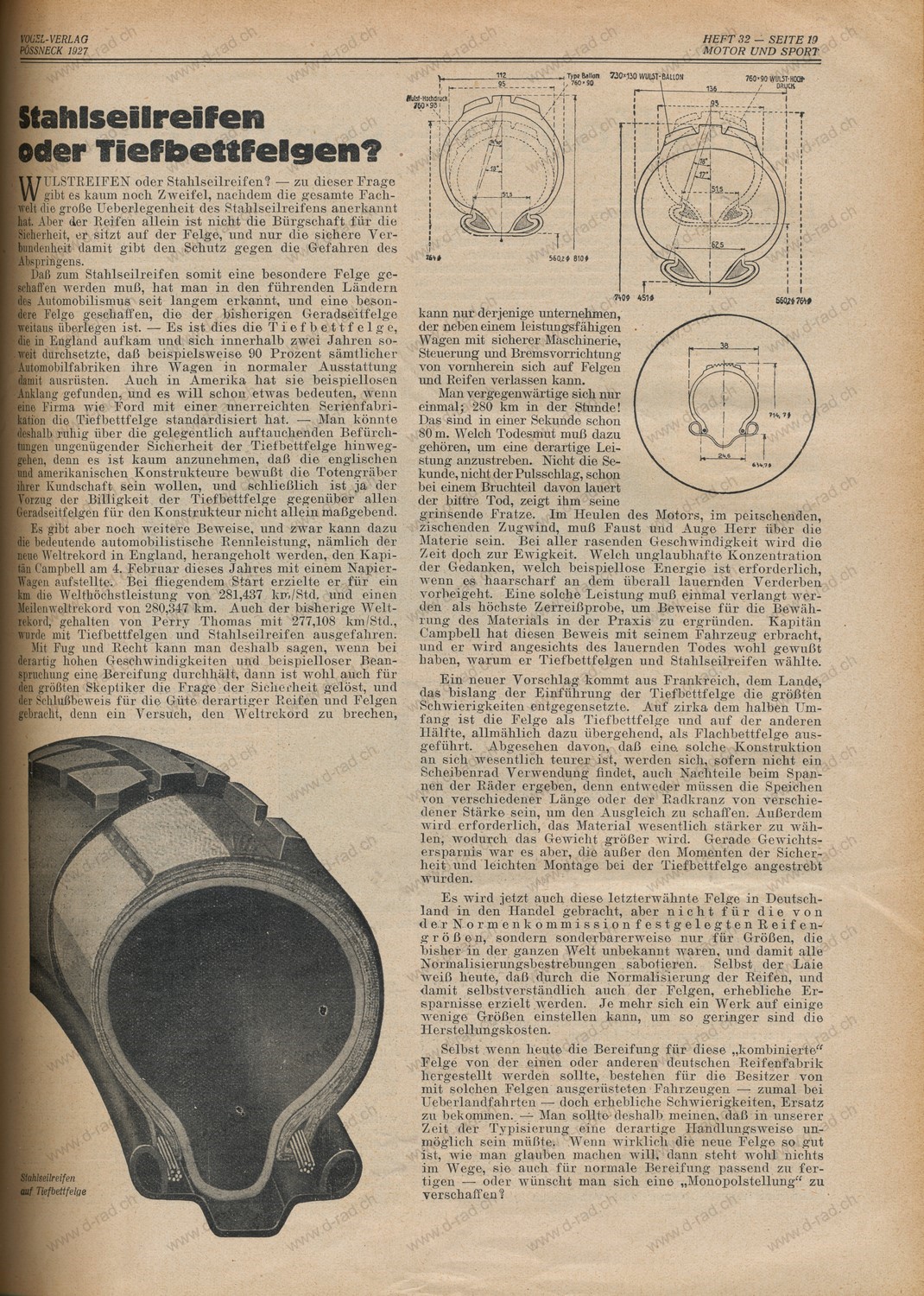
Stahlseilreifen oder Tiefbettfelgen?
WULSTREIFEN oder Stahlseilreifen? — zu dieser Frage gibt es kaum noch Zweifel, nachdem die gesamte Fachwelt die grosse Ueberlegenheit des Stahlseilreifens anerkannt hat. Aber der Reifen allein ist nicht die Bürgschaft für die Sicherheit, er sitzt auf der Felge, und nur die sichere Verbundenheit damit gibt den Schutz gegen die Gefahren des Abspringens.
Dass zum Stahlseilreifen somit eine besondere Felge geschaffen werden muss, hat man in den führenden Ländern des Automobilismus seit langem erkannt, und eine besondere Felge geschaffen, die der bisherigen Geradseitfelge weitaus überlegen ist. — Es ist dies die Tiefbettfelge, die in England aufkam und sich innerhalb zwei Jahren soweit durchsetzte, dass beispielsweise 90 Prozent sämtlicher Automobilfabriken ihre Wagen in normaler Ausstattung damit ausrüsten. Auch in Amerika hat sie beispiellosen Anklang gefunden, und es will schon etwas bedeuten, wenn eine Firma wie Ford mit einer unerreichten Serienfabrikation die Tiefbettfelge standardisiert hat. — Man könnte deshalb ruhig über die gelegentlich auftauchenden Befürchtungen ungenügender Sicherheit der Tiefbettfelge hinweggehen, denn es ist kaum anzunehmen, dass die englischen und amerikanischen Konstrukteure bewusst die Totengräber ihrer Kundschaft sein wollen, und schliesslich ist ja der Vorzug der Billigkeit der Tiefbettfelge gegenüber allen Geradseitfelgen für den Konstrukteur nicht allein massgebend.
Es gibt aber noch weitere Beweise, und zwar kann dazu die bedeutende automobilistische Rennleistung, nämlich der neue Weltrekord in England, herangeholt werden, den Kapitän Campbell am 4. Februar dieses Jahres mit einem Napier- Wagen aufstellte. Bei fliegendem Start erzielte er für ein km die Welthöchstleistung von 281,437 km/Std. und einen Meilenweltrekord von 280,347 km. Auch der bisherige Weltrekord, gehalten von Perry Thomas mit 277,108 km/Std., wurde mit Tiefbettfelgen und Stahlseilreifen ausgefahren.
Mit Fug und Recht kann man deshalb sagen, wenn bei derartig hohen Geschwindigkeiten und beispielloser Beanspruchung eine Bereifung durchhält, dann ist wohl auch für den grössten Skeptiker die Frage der Sicherheit gelöst, und der Schlussbeweis für die Güte derartiger Reifen und Felgen gebracht, denn ein Versuch, den Weltrekord zu brechen, kann nur derjenige unternehmen, der neben einem leistungsfähigen Wagen mit sicherer Maschinerie, Steuerung und Bremsvorrichtung von vornherein sich auf Felgen und Reifen verlassen kann. Man vergegenwärtige sich nur einmal; 280 km in der Stunde! Das sind in einer Sekunde schon 80 m. Welch Todesmut muss dazu gehören, um eine derartige Leistung anzustreben. Nicht die Sekunde, nicht der Pulsschlag, schon bei einem Bruchteil davon lauert der bittere Tod, zeigt ihm seine grinsende Fratze. Im Heulen des Motors, im peitschenden, zischenden Zugwind, muss Faust und Auge Herr über die Materie sein. Bei aller rasenden Geschwindigkeit wird die Zeit doch zur Ewigkeit. Welch unglaubhafte Konzentration der Gedanken, welch beispiellose Energie ist erforderlich, wenn es haarscharf an dem überall lauernden Verderben vorbeigeht. Eine solche Leistung muss einmal verlangt werden als höchste Zerreissprobe, um Beweise für die Bewährung des Materials in der Praxis zu ergründen. Kapitän Campbell hat diesen Beweis mit seinem Fahrzeug erbracht, und er wird angesichts des lauernden Todes wohl gewusst haben, warum er Tiefbettfelgen und Stahlseilreifen wählte.
Ein neuer Vorschlag kommt aus Frankreich, dem Lande, das bislang der Einführung der Tiefbettfelge die grössten Schwierigkeiten entgegensetzte. Auf zirka dem halben Umfang ist die Felge als Tiefbettfelge und auf der anderen Hälfte, allmählich dazu übergehend, als Flachbettfelge ausgeführt. Abgesehen davon, dass eine solche Konstruktion an sich wesentlich teurer ist, werden sich, sofern nicht ein Scheibenrad Verwendung findet, auch Nachteile beim Spannen der Räder ergeben, denn entweder müssen die Speichen von verschiedener Länge oder der Radkranz von verschiedener Stärke sein, um den Ausgleich zu schaffen. Ausserdem wird erforderlich, das Material wesentlich stärker zu wählen, wodurch das Gewicht grösser wird. Gerade Gewichtsersparnis war es aber, die ausser den Momenten der Sicherheit und leichten Montage bei der Tiefbettfelge angestrebt wurden.
Es wird jetzt auch diese letzterwähnte Felge in Deutschland in den Handel gebracht, aber nicht für die von der Normenkommission festgelegten Reifengrössen, sondern sonderbarerweise nur für Grössen, die bisher in der ganzen Welt unbekannt waren, und damit alle Normalisierungsbestrebungen sabotieren. Selbst der Laie weiss heute, dass durch die Normalisierung der Reifen, und damit selbstverständlich auch der Felgen, erhebliche Ersparnisse erzielt werden. Je mehr sich ein Werk auf einige wenige Grössen einstellen kann, um so geringer sind die Herstellungskosten.
Selbst wenn heute die Bereifung für diese „kombinierte“ Felge von der einen oder anderen deutschen Reifenfabrik hergestellt werden sollte, bestehen für die Besitzer von mit solchen Felgen ausgerüsteten Fahrzeugen — zumal bei Ueberlandfahrten — doch erhebliche Schwierigkeiten, Ersatz zu bekommen. — Man sollte deshalb meinen, dass in unserer Zeit der Typisierung eine derartige Handlungsweise unmöglich sein müsste. Wenn wirklich die neue Felge so gut ist, wie man glauben machen will, dann steht wohl nichts im Wege, sie auch für normale Bereifung passend zu fertigen — oder wünscht man sich eine „Monopolstellung“ zu verschaffend
Wulstreifen oder Stahlseilreifen? — zu dieser Frage gibt es kaum noch Zweifel, nachdem die gesamte Fachwelt die grosse Überlegenheit des Stahlseilreifens anerkannt hat....
September 2019 - Jetz aba - Ich rästorir nen Träggä

Zwar nicht Motorrad, aber etwas Spass muss sein!
Mit freundlicher Genehmigung: Dietmar Wischmeyer / Harm Wörner (FSR Unterhaltungsbüro GmbH)
Quelle: CD von Dietmar Wischmeyer - Günther der Treckerfahrer - "Trecker, Typen, Tränenbleche"
August 2019 - Seitenwagen-Kontrolle
Seitenwagen-Kontrolle
Zwei häufige Klagen —
Prüfung der Radspur — Die Kontrolle des Gespanns —
Kann man ein Gespann freihändig fahren?
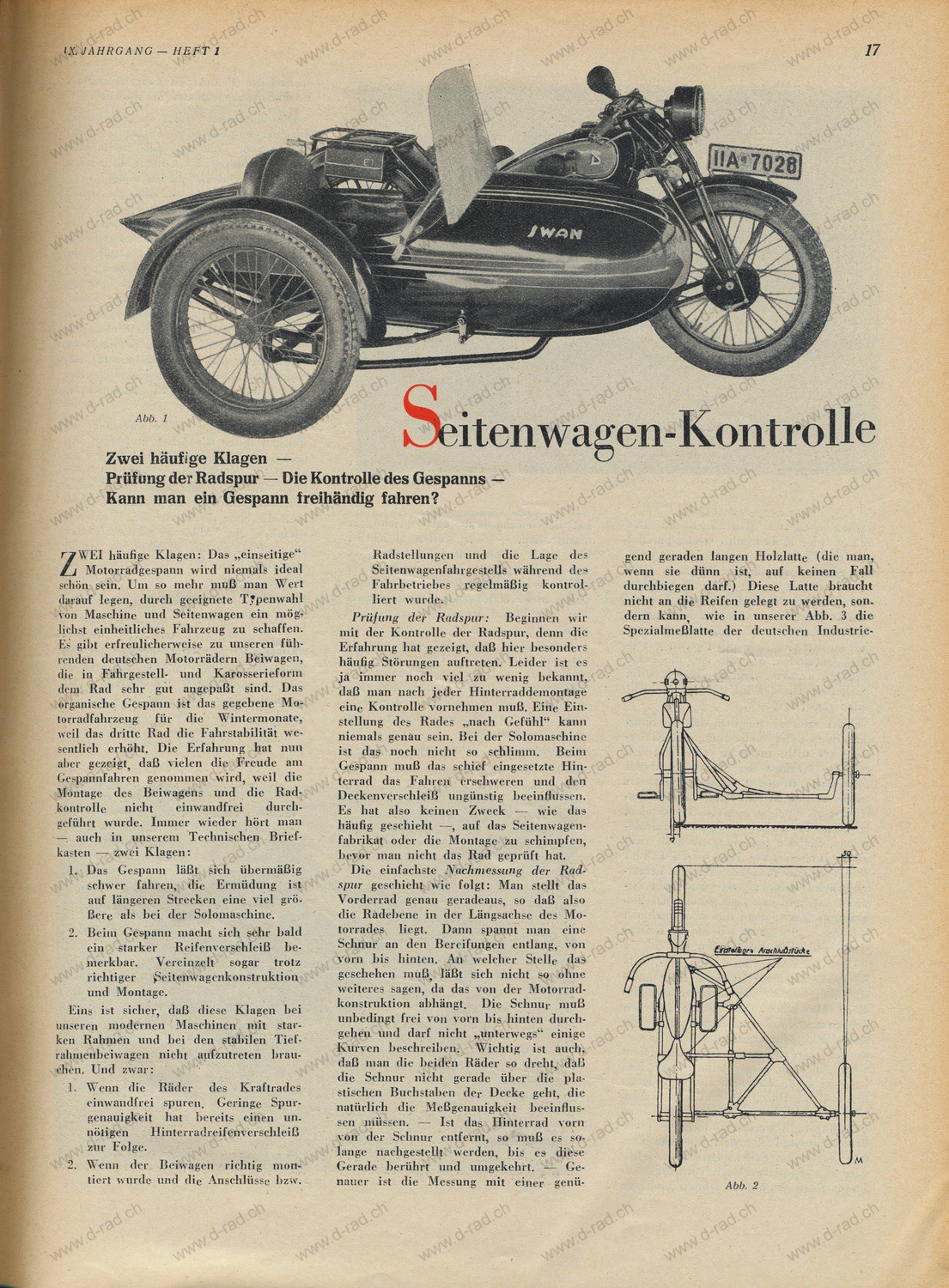
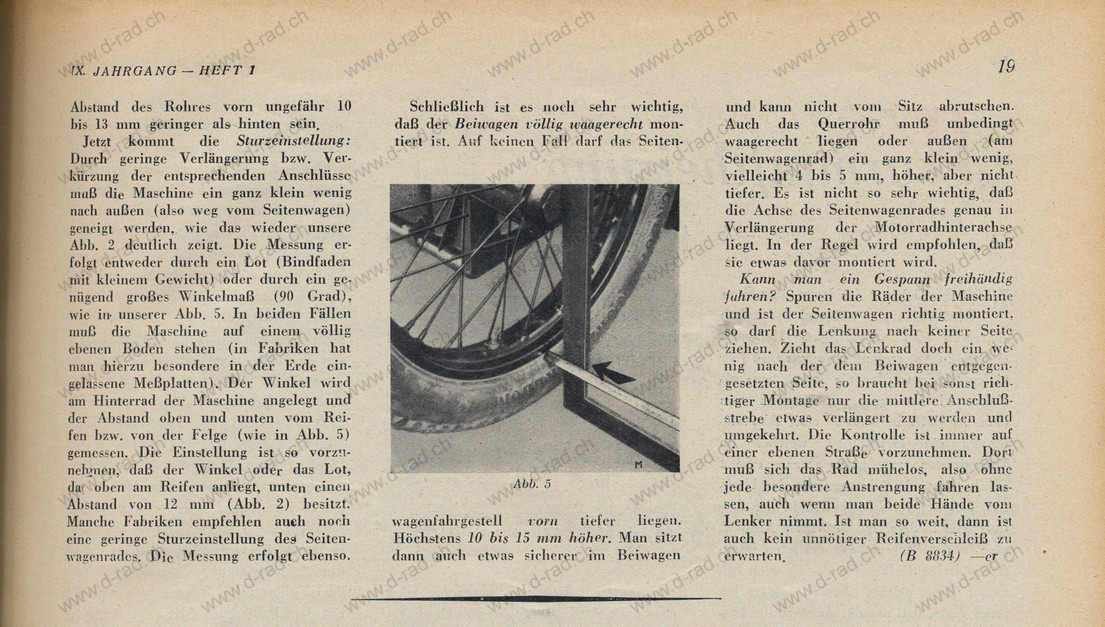
ZWEI häufige Klagen: Das "einseitige" Motorradgespann wird niemals ideal schön sein. Umso mehr muss man Wert darauf legen, durch geeignete Typenwahl von Maschine und Seitenwagen ein möglichst einheitliches Fahrzeug zu schaffen. Es gibt erfreulicherweise zu unseren führenden deutschen Motorrädern Beiwagen, die in Fahrgestell- und Karosserieform dem Rad sehr gut angepasst sind. Das organische Gespann ist das gegebene Motorradfahrzeug für die Wintermonate, weil das dritte Rad die Fahrstabilität wesentlich erhöht. Die Erfahrung hat nun aber gezeigt, dass vielen die Freude am Gespannfahren genommen wird, weil die Montage des Beiwagens und die Radkontrolle nicht einwandfrei durchgeführt wurde. Immer wieder hört man — auch in unserem Technischen Briefkasten — zwei Klagen: 1. Das Gespann lässt sich übermässig schwer fahren, die Ermüdung ist auf längeren Strecken eine viel grössere als bei der Solomaschine. 2. Beim Gespann macht sich sehr bald ein starker Reifenverschleiss bemerkbar. Vereinzelt sogar trotz richtiger Seitenwagenkonstruktion und Montage. Eins ist sicher, dass diese Klagen bei unseren modernen Maschinen mit starken Rahmen und bei den stabilen Tiefrahmenbeiwagen nicht aufzutreten brauchen. Und zwar: 1. Wenn die Räder des Kraftrades einwandfrei spuren. Geringe Spur-genauigkeit hat bereits einen unnötigen Hinterradreifenverschleiss zur Folge. 2. Wenn der Beiwagen richtig montiert wurde und die Anschlüsse bzw. Radstellungen und die Lage des Seitenwagenfahrgestells während des Fahrbetriebes regelmässig kontrolliert wurde. Prüfung der Radspur: Beginnen wir mit der Kontrolle der Radspur, denn die Erfahrung hat gezeigt, dass hier besonders häufig Störungen auftreten. Leider ist es ja immer noch viel zu wenig bekannt, dass man nach jeder Hinterraddemontage eine Kontrolle vornehmen muss. Eine Ein-stellung des Rades "nach Gefühl" kann niemals genau sein. Bei der Solomaschine ist das noch nicht so schlimm. Beim Gespann muss das schief eingesetzte Hinterrad das Fahren erschweren und den Deckenverschleiss ungünstig beeinflussen. Es hat also keinen Zweck — wie das häufig geschieht —, auf das Seitenwagen-fabrikat oder die Montage zu schimpfen, bevor man nicht das Rad geprüft hat. Die einfachste Nachmessung der Radspur geschieht wie folgt: Man stellt das Vorderrad genau geradeaus, so dass also die Radebene in der Längsachse des Motorrades liegt. Dann spannt man eine Schnur an den Bereifungen entlang, von vorn bis hinten. An welcher Stelle das geschehen muss, lässt sich nicht so ohne weiteres sagen, da das von der Motorrad-konstruktion abhängt. Die Schnur muss unbedingt frei von vorn bis hinten durch-gehen und darf nicht "unterwegs" einige Kurven beschreiben. Wichtig ist auch, dass man die beiden Räder so dreht, dass die Schnur nicht gerade über die plastischen Buchstaben der Decke geht, die natürlich die Messgenauigkeit beeinflussen müssen. — Ist das Hinterrad vorn von der Schnur entfernt, so muss es solange nachgestellt werden, bis es diese Gerade berührt und umgekehrt. — Genauer ist die Messung mit einer genügend geraden langen Holzlatte (die man, wenn sie dünn ist, auf keinen Fall durchbiegen darf.) Diese Latte braucht nicht an die Reifen gelegt zu werden, sondern kann, wie in unserer Abb. 3 die Spezialmesslatte der Deutschen Industrie-Werke, neben dem Rad auf Böcke etwa in Höhe der Radachsmitte genau parallel zum Rad aufgestellt werden. Dann misst man zweckmässig die vier Abstände nicht an den Reifen (weil hier kleine Ungenauigkeiten auftreten können), sondern an jeder Felge vorn und hinten. Unsere Messlatte in der Abbildung hat bereits an den vier Messstellen genau gleich- lange Querlatten, die alle vier die Felge berühren müssen, wenn die Räder völlig spurlaufen. Diese Einstellung kann nicht genau genug erfolgen. Es ist natürlich möglich, dass die Spur-einstellung durch Verstellung des Hinter-rades gar nicht mehr zu erreichen ist, weil der Rahmen der Maschine durch Zusammenstoss oder Sturz verzogen wurde. In diesem Fall muss man sich unbedingt an eine Spezialwerkstatt wenden, da auch ein leicht verzogener Kraftrad-rahmen für den Seitenwagenbetrieb voll-ständig unbrauchbar ist. — Es kommt öfter vor, dass man eine leichte Verzerrung beim Solorad noch gar nicht bemerkt hat, und erst nach Anbau des Seitenwagens treten dann die unangenehmen Folgen — also zum Beispiel Reifenverschleiss in Erscheinung. Die Kontrolle des Gespanns: Die Seitenwagenmontage ist heute nicht mehr übermässig schwer. Die Rahmen der grösseren Maschinen sind bereits für den Beiwagenanschluss eingerichtet und die Anschlusskupplungen sind wesentlich verbessert. Der Beiwagen lässt sich leicht montieren und seine Stellung zum Rad ist ohne grosse Mühe zu ändern. Wir sehen z. B. in Abb. 2 ein grosses Beiwagenchassis mit vier Anschlüssen, von denen drei eingestellt werden können. — Trotzdem ist es empfehlenswert, die erste Montage durch die Seitenwagenfabrik selbst oder eine Spezialwerkstatt vornehmen zu lassen. Dort geht es sehr schnell, und man hat die Gewähr dafür, dass es richtig gemacht wird. — Wir wollen absichtlich hier keine Montageratschläge geben, zu-mal die Fahrgestelle und Anschlüsse verschiedene sind und heute kein Seiten-wagen mehr ohne genaue Montageanweisung mit klarer Montageskizze geliefert wird. Anders steht es mit der Kontrolle, die auch im Fahrbetrieb erfolgen muss. Wir werden sie an typischen Beispielen kennenlernen, und zwar unter Mitberücksichtigung der Erfahrungen der Deutschen Industriewerke in Spandau (dort wurden auch die Photos 3 bis 5 gemacht), der Hainsberger Metallwerke, Hainsberg in Sachsen (Primus-Seitenwagen) und des Royal-Seitenwagenbaues in München. Die Kontrolle erfolgt zweckmässig in der hier besprochenen Folge: Zunächst die Vorspur. Man hat festgestellt, dass das Seitenwagenrad ein wenig nach innen (also zur Maschine) laufen muss. Das er-klärt sich daraus — schreibt sehr richtig der Royal-Seitenwagenbau — dass der Seitenwagen durch sein Schwergewicht und die Reibung seines Rades am Boden einen einseitigen Zug hervorruft. Da-durch, dass der Seitenwagen vorn etwas näher gegen die Maschine gerückt ist, wird durch das einwärts laufende Seiten-wagenrad ein entsprechender Gegendruck ausgeübt, so dass die Maschine nicht ein-seitig beansprucht wird. Es ist ja selbst-verständlich, dass hier eine genaue Mass-einhaltung nötig ist, denn eine Übertreibung führt wieder zu übermässigem Reifenverschleiss. Die Messlatte von der Messung der Radspur lassen wir stehen und legen jetzt noch eine zweite ausreichend lange Latte parallel zum Seitenwagenrad, um seine Ebene bis vorn zur Höhe des Vorderrades der Maschine zu verlängern. Dann muss die Spur direkt vor dem Vorderrad (deutlich in Abb. 2 gekennzeichnet) etwa 40 bis 60 mm kleiner sein als die eigentliche Spur des Gespannes, das heisst, also gemessen in Achshöhe des Seitenwagenrades. — Nimmt man die Messung aus irgendeinem Grund an anderen Stellen vor, so muss man wissen — oder errechnen —, welche Vorspurwerte dann massgeblich sind. Bei Seitenwagen mit genügend langem und geradem Längsrohr ist das Anlegen von Messlatten evtl. gar nicht nötig. Man misst dann den Abstand des Rohres vorn und hinten von der Radmittellinie (z. B. Rahmenlängsrohr). Beim Primus-Seitenwagen muss der Abstand des Rohres vorn ungefähr 10 bis 13 mm geringer als hinten sein. Jetzt kommt die Sturzeinstellung: Durch geringe Verlängerung bzw. Verkürzung der entsprechenden Anschlüsse muss die Maschine ein ganz klein wenig nach aussen (also weg vom Seitenwagen) geneigt werden, wie das wieder unsere Abb. 2 deutlich zeigt. Die Messung er-folgt entweder durch ein Lot (Bindfaden mit kleinem Gewicht) oder durch ein genügend grosses Winkelmass (90 Grad), wie in unserer Abb. 5. In beiden Fällen muss die Maschine auf einem völlig ebenen Boden stehen (in Fabriken hat man hierzu besondere in der Erde ein-gelassene Messplatten). Der Winkel wird am Hinterrad der Maschine angelegt und der Abstand oben und unten vom Reifen bzw. von der Felge (wie in Abb. 5) gemessen. Die Einstellung ist so vorzu- nehmen, dass der Winkel oder das Lot, da oben am Reifen anliegt, unten einen Abstand von 12 mm (Abb. 2) besitzt. Manche Fabriken empfehlen auch noch eine geringe Sturzeinstellung des Seiten-wagenrades. Die Messung erfolgt ebenso. Schliesslich ist es noch sehr wichtig, dass der Beiwagen völlig waagerecht montiert ist. Auf keinen Fall darf das Seitenwagenfahrgestell vorn tiefer liegen. Höchstens 10 bis 15 mm höher. Man sitzt dann auch etwas sicherer im Beiwagen und kann nicht vom Sitz abrutschen. Auch das Querrohr muss unbedingt waagerecht liegen oder aussen (am Seitenwagenrad) ein ganz klein wenig, vielleicht 4 bis 5 mm, höher, aber nicht tiefer. Es ist nicht so sehr wichtig, dass die Achse des Seitenwagenrades genau in Verlängerung der Motorradhinterachse liegt. In der Regel wird empfohlen, dass sie etwas davor montiert wird. Kann man ein Gespann freihändig fahren? Spuren die Räder der Maschine und ist der Seitenwagen richtig montiert, so darf die Lenkung nach keiner Seite ziehen. Zieht das Lenkrad doch ein wenig nach der dem Beiwagen entgegengesetzten Seite, so braucht bei sonst richtiger Montage nur die mittlere. Anschlussstrebe etwas verlängert zu werden und umgekehrt. Die Kontrolle ist immer auf einer ebenen Strasse vorzunehmen. Dort muss sich das Rad mühelos, also ohne jede besondere Anstrengung fahren lassen, auch wenn man beide Hände vom Lenker nimmt. Ist man so weit, dann ist auch kein unnötiger Reifenverschleiss zu erwarten.
Zwei häufige Klagen — Prüfung der Radspur — Die Kontrolle des Gespanns — Kann man ein Gespann freihändig fahren?
Juli 2019 - Mechanische Geräusche an Motorradmotoren und ihre Ursachen
Über kurz oder lang wird von der Behörde oder dem Publikum eine wesentlich grössere Dämpfung der Auspuffgeräusche am Motorrad verlangt werden als heute, denn dass auch Motorradmotoren fast ebenso geräuschlos wie Wagenmotoren laufen könnten, wird wohl niemand bestreiten wollen, wenn auch zugegeben werden soll, dass dadurch einige Prozente an erreichbarer Höchstgeschwindigkeit verlorengehen. Ist aber erst das Auspuffgeräusch beseitigt, so wird man feststellen, welche Menge von Geräuschen der Motor ausserdem noch erzeugt...
Teil 3 von 3
Juni 2019 - Mechanische Geräusche an Motorradmotoren und ihre Ursachen
Über kurz oder lang wird von der Behörde oder dem Publikum eine wesentlich grössere Dämpfung der Auspuffgeräusche am Motorrad verlangt werden als heute, denn dass auch Motorradmotoren fast ebenso geräuschlos wie Wagenmotoren laufen könnten, wird wohl niemand bestreiten wollen, wenn auch zugegeben werden soll, dass dadurch einige Prozente an erreichbarer Höchstgeschwindigkeit verlorengehen. Ist aber erst das Auspuffgeräusch beseitigt, so wird man feststellen, welche Menge von Geräuschen der Motor ausserdem noch erzeugt...
Teil 2 von 3
Mai 2019 - Mechanische Geräusche an Motorradmotoren und ihre Ursachen
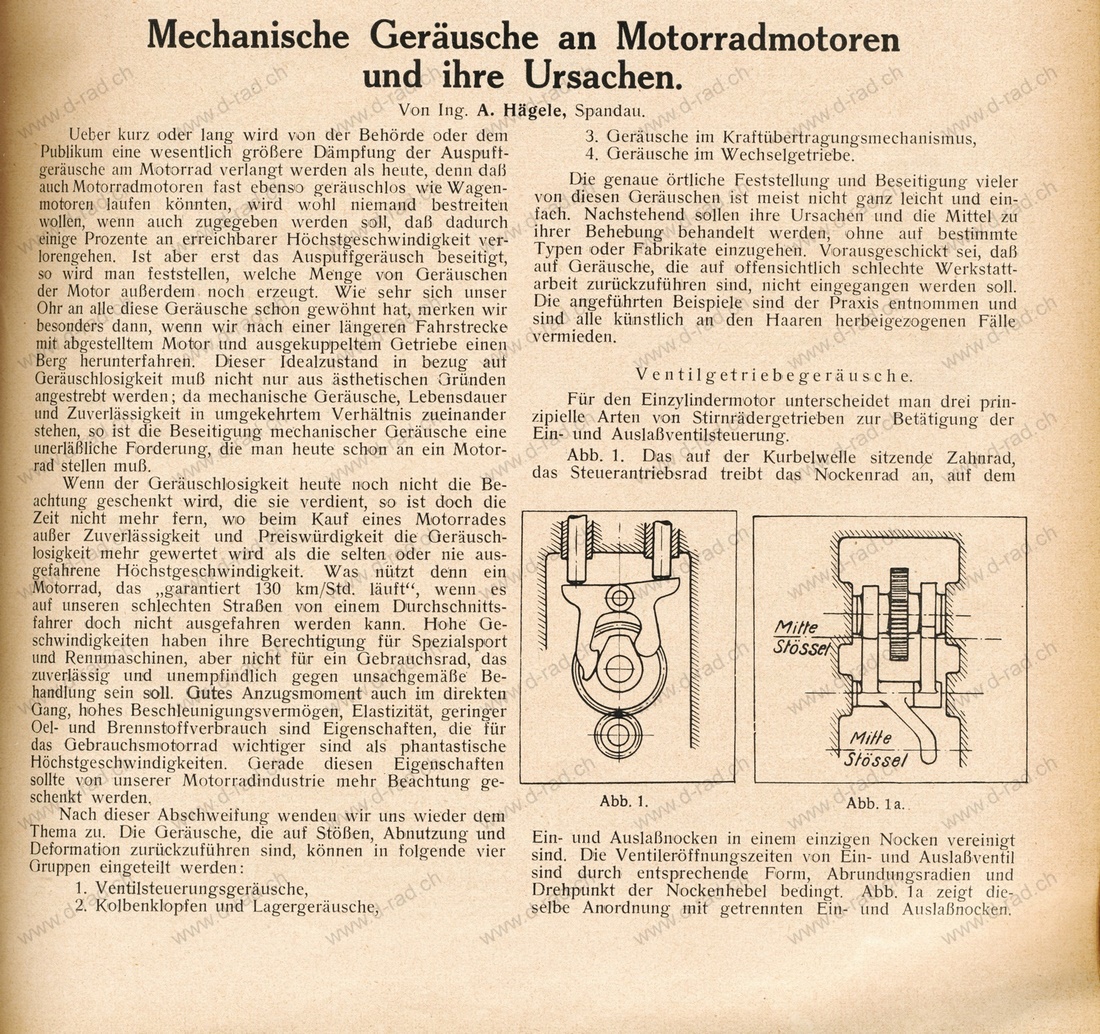
Mechanische Geräusche an Motorradmotoren und ihre Ursachen.
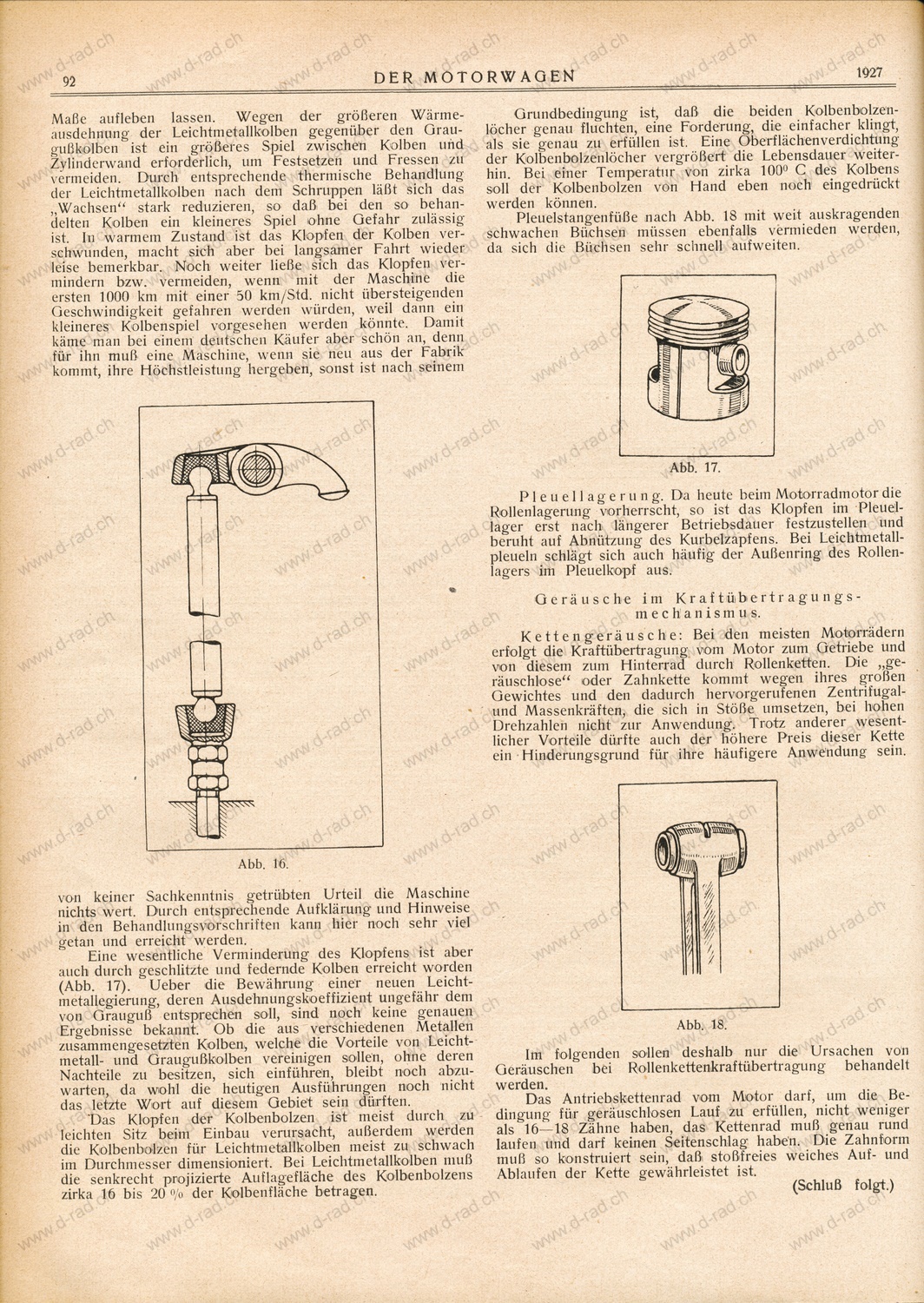
Ueber kurz oder lang wird von der Behörde oder dem Publikum eine wesentlich grössere Dämpfung der Auspuffgeräusche am Motorrad verlangt werden als heute, denn dass auch Motorradmotoren fast ebenso geräuschlos wie Wagenmotorenlaufen könnten, wird wohl niemand bestreitenwollen, wenn auch zugegeben werden soll, dass dadurcheinige Prozente an erreichbarer Höchstgeschwindigkeit verlorengehen.Ist aber erst das Auspuffgeräusch beseitigt,so wird man feststellen, welche Menge von Geräuschender Motor ausserdem noch erzeugt. Wie sehr sich unserOhr an alle diese Geräusche schon gewöhnt hat, merken wirbesonders dann, wenn wir nach einer längeren Fahrstreckemit abgestelltem Motor und ausgekuppeltem Getriebe einenBerg herunterfahren. Dieser Idealzustand in bezug autGeräuschlosigkeit muss nicht nur aus ästhetischen Gründenangestrebt werden; da mechanische Geräusche, Lebensdauerund Zuverlässigkeit in umgekehrtem Verhältnis zueinander stehen, so ist die Beseitigung mechanischer Geräusche eine unerlässliche Forderung, die man heute schon an ein Motorradstellen muss.Wenn der Geräuschlosigkeit heute noch nicht die Beachtunggeschenkt wird, die sie verdient, so ist doch dieZeit nicht mehr fern, wo beim Kauf eines Motorradesausser Zuverlässigkeit und Preis Würdigkeit die Geräuschlosigkeitmehr gewertet wird als die selten oder nie ausgefahreneHöchstgeschwindigkeit. Was nützt denn einMotorrad, das „garantiert 130 km/Std. läuft“, wenn esauf unseren schlechten Strassen von einem Durchschnittsfahrerdoch nicht ausgefahren werden kann. Hohe Geschwindigkeitenhaben ihre Berechtigung für Spezialsportund Rennmaschinen, aber nicht für ein Gebrauchsrad, daszuverlässig und unempfindlich gegen unsachgemässe Behandlungsein soll. Gutes Anzugsmoment auch im direktenGang, hohes Beschleunigungsvermögen, Elastizität, geringerOel- und Brennstoffverbrauch sind Eigenschaften, die fürdas Gebrauchsmotorrad wichtiger sind als phantastischeHöchstgeschwindigkeiten. Gerade diesen Eigenschaftensollte von unserer Motorradindustrie mehr Beachtung geschenktwerden.Nach dieser Abschweifung wenden wir uns wieder demThema zu. Die Geräusche, die auf Stössen, Abnutzung undDeformation zurückzuführen sind, können in folgende vierGruppen eingeteilt werden:1. Ventilsteuerungsgeräusche,2. Kolbenklopfen und Lagergeräusche,3. Geräusche im Kraftübertragungsmechanismus4. Geräusche im Wechselgetriebe.Die genaue örtliche Feststellung und Beseitigung vielervon diesen Geräuschen ist meist nicht ganz leicht und einfach.Nachstehend sollen ihre Ursachen und die Mittel zuihrer Behebung behandelt werden, ohne auf bestimmteTypen oder Fabrikate einzugehen. Vorausgeschickt sei, dassauf Geräusche, die auf offensichtlich schlechte Werkstattarbeitzurückzuführen sind, nicht eingegangen werden soll.Die angeführten Beispiele sind der Praxis entnommen und sind alle künstlich an den Haaren herbeigezogenen Fälle vermieden.
V e n t i l g e t r i e b e g e r ä u s c h e.
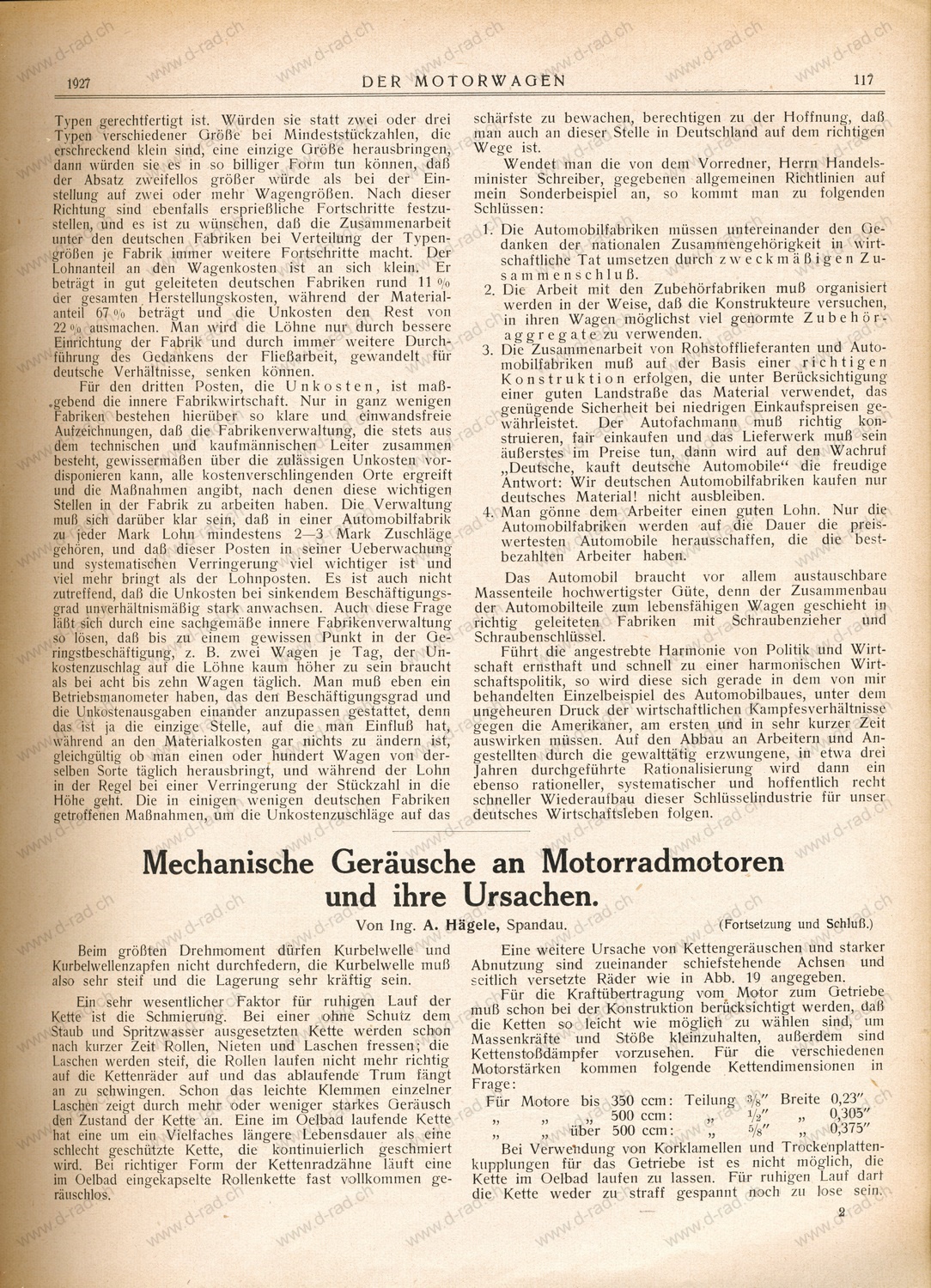
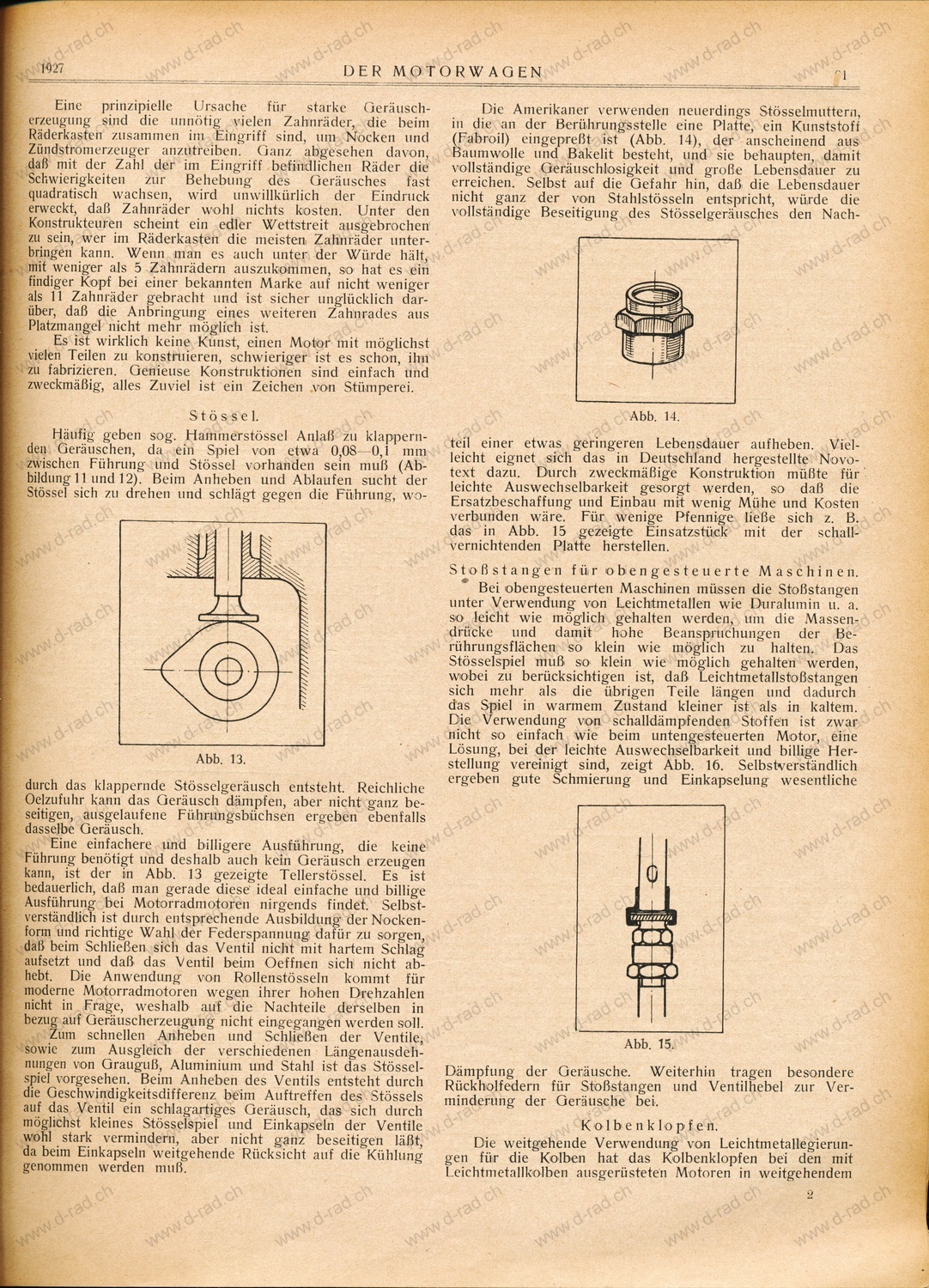
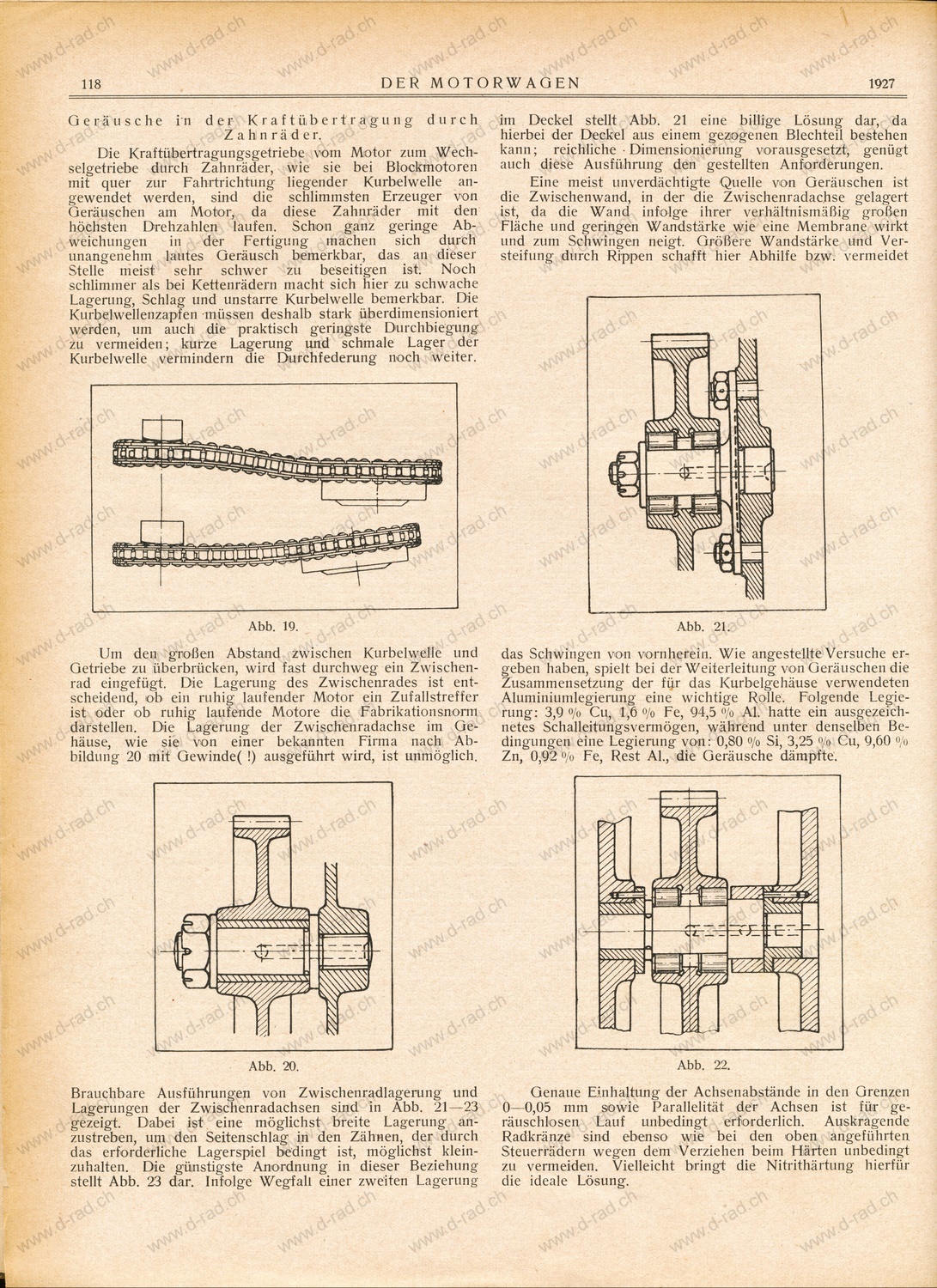
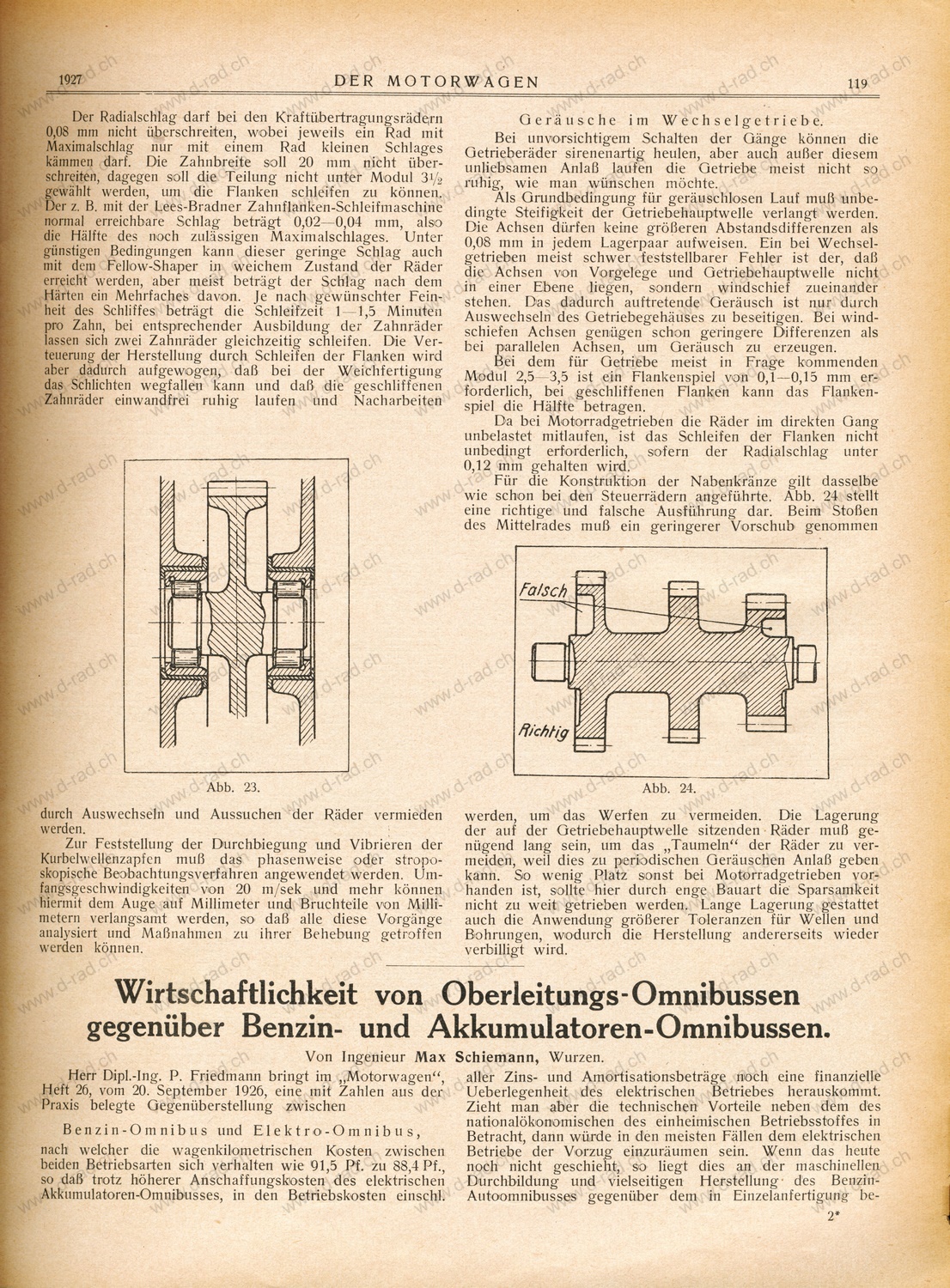
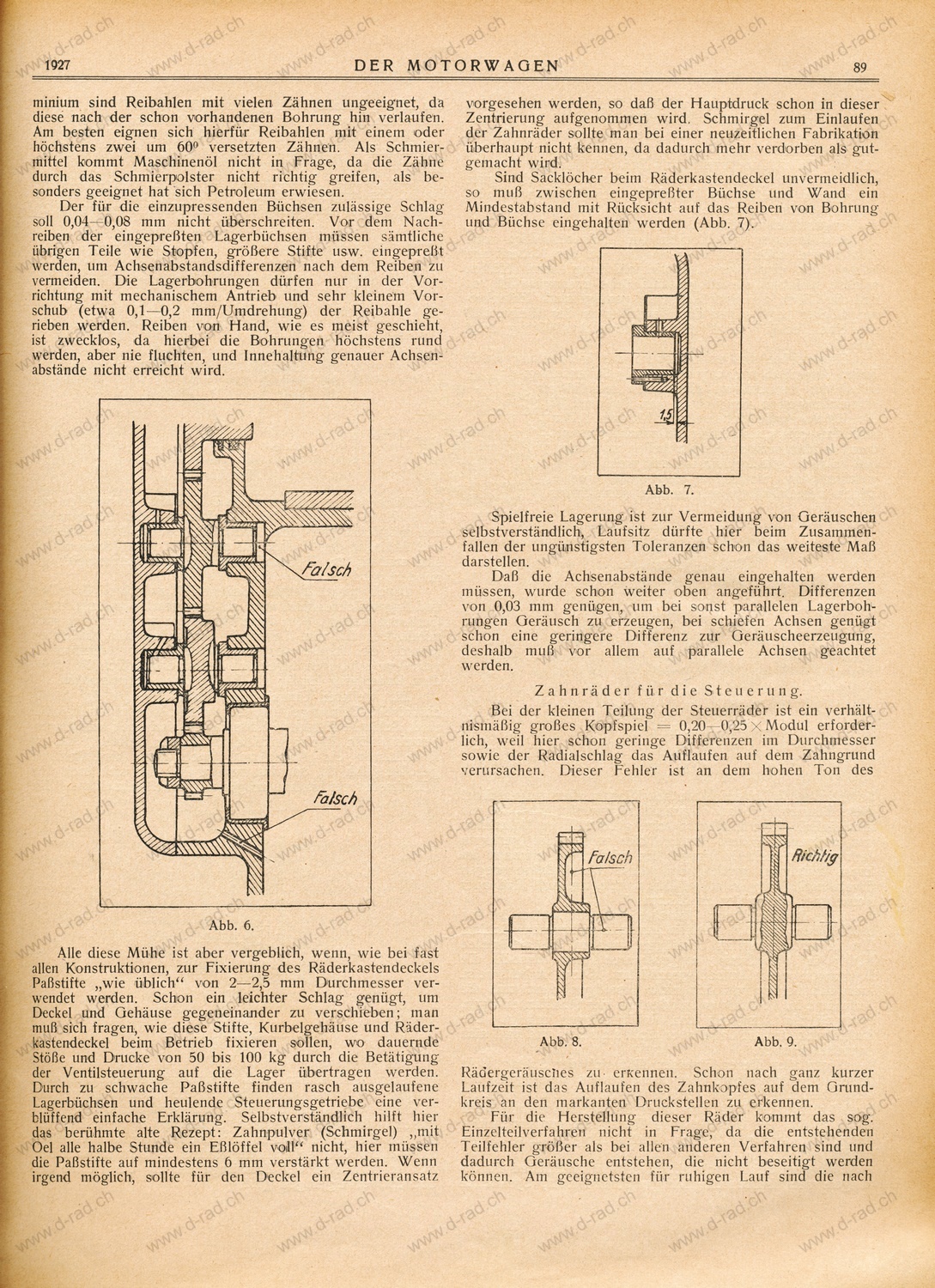
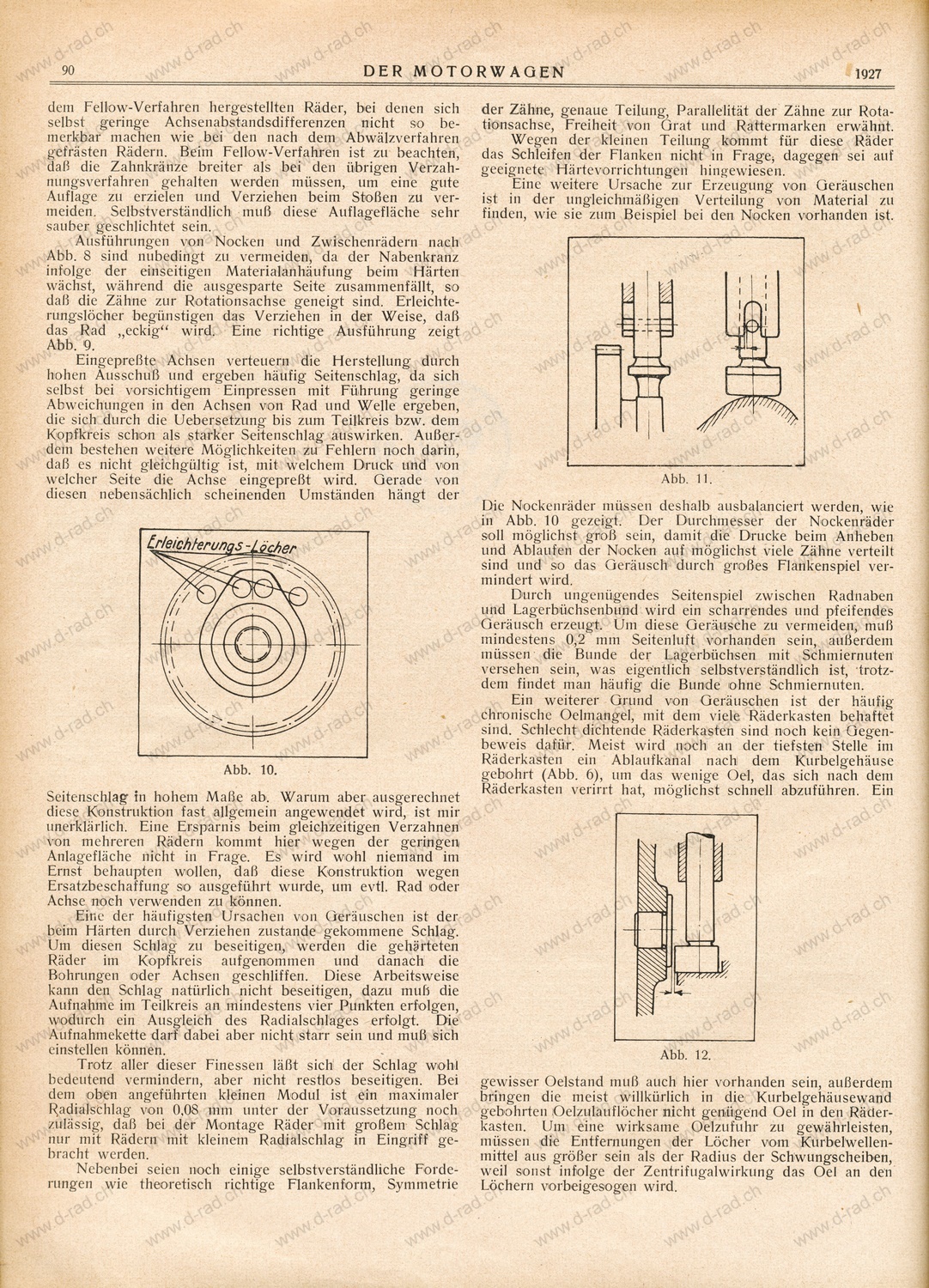
Für den Einzylindermotor unterscheidet man drei prinzipielleArten von Stirnrädergetrieben zur Betätigung derEin- und Auslassventilsteuerung.Abb. 1. Das auf der Kurbelwelle sitzende Zahnrad,das Steuerantriebsrad treibt das Nockenrad an, auf demEin- und Auslassnocken in einem einzigen Nocken vereinigtsind. Die Ventileröffnungszeiten von Ein- und Auslassventilsind durch entsprechende Form, Abrundungsradien und dieselbe Anordnung mit getrennten Ein- und Auslassnocken.Abb. 2. Das Steuerantriebsrad kämmt mit dem getrenntenEin- und Auslassnockenrad. Zweckmässigerweisewerden dabei die Stössel ohne Zwischenschaltung vonHebeln direkt betätigt. Abb. 3. Das Steuerantriebsrad treibt nur das Einlassnockenradan, das seinerseits mit dem Auslassnockenradkämmt. Diese Anordnung gestattet die Anwendung einesdesaxierten Zylinders mit symmetrischer Ventilanordnung.in Abb. 1 skizzierte Anordnung die günstigste, währenddie Anordnung nach Abb. 3 dabei am ungünstigsten abschneidet.4. Unter Verwendung von einem Paar Kegelräderergibt sich diese Anordnung, die in Bezug auf Geräuschlosigkeitungefähr der Anordnung von 1 und 1 a entspricht. Abb. 5. Der Antrieb der Nockenwelle, auf der Ein- undAuslassnocken sitzen, erfolgt durch ein Schraubenräderpaar.Die Stössel werden auch hier direkt betätigt. Da beiSchraubenrädern der Zahneingriff allmählich und stossfreierfolgt, so arbeitet dieser Antrieb vollkommen geräuschlos,genügende Schmierung vorausgesetzt. Bei Stirnrädern für den Nockenantrieb macht sich bei geringen Drehzahlen das klappernde Geräusch, welchesdurch das Flankenspiel der Zähne hervorgerufen wird, besonders unangenehm bemerkbar. Beim Anheben der Stösselist der Ventilfederdruck zu überwinden, die Zähne desNockenantriebsrades drücken in der der Drehrichtung entgegengesetztenRichtung, während nach dem Ueberschreitendes Nockenkopfpunktes der Ventilfederdruck dasNockenrad in entgegengesetzter Richtung beschleunigt. Istnun zwischen den Zähnen des Steuerantriebs- und NockenantriebsradesSpiel vorhanden, und dieses muss vorhanden sein, so treffen die Zähne mit verschiedener Geschwindigkeitaufeinander und erzeugen dadurch ein klapperndes Geräusch.Zur Verminderung dieses Geräusches ist ein möglichstgeringes Flankenspiel erforderlich, das eben nochvorhandene kleine Teil- und Flankenformfehler sowieSchlag ausgleicht. Für Steuerräder wird am häufigstenModul 1,5 angewendet; für diesen Modul beträgt dasFlankenspiel 0,05—0,09 mm, wobei die kleineren Werte für 20° und die grösseren für 15° Eingriffswinkel in Fragekommen. Ausserdem ist dabei noch der radiale Schlag zuberücksichtigen, da bei grossem Radialschlag auch ein grossesFlankenspiel gegeben werden muss.Bei dem Flankenspiel ist ausserdem noch zu berücksichtigen,dass es in warmem und kaltem Zustand des Motorsverschieden ist. Je nach Form und Betriebstemperatur desGehäuses ändern sich die Achsenabstände und damit auch das Flankenspiel sehr wesentlich. Man muss also das Flankenspiel bei normaler Betriebstemperatur ermitteln und danach die Achsenabstände korrigieren. Damit ist auch die Erklärung gegeben, weshalb manche Getriebe bei kaltem Motor wenig oder fast gar kein Geräusch verursachen, während sie bei normaler Betriebstemperatur unangenehm laut klappern.Abb. 6. Meist wird der Lagerung für die Steuerrädernicht die gebührende Beachtung und Sorgfalt in Konstruktion und fabrikatorischer Hinsicht geschenkt. So ist esz. B. bei der Mehrzahl der auf dem Markt befindlichenMotoren nicht möglich, sämtliche Lagerbohrungen an Deckelund Kurbelgehäuse einwandfrei zusammenzureiben, dennselbst bei den genauesten Bohrvorrichtungen können dieLagerbohrungen der beiden verschiedenen Teile nicht sogenau hergestellt werden, dass sie nach dem Zusammenbaueinwandfrei fluchten. Zum Reiben der Bohrungen im Aluminium sind Reibahlen mit vielen Zähnen ungeeignet, dadiese nach der schon vorhandenen Bohrung hin verlaufen.Am besten eignen sich hierfür Reibahlen mit einem oderhöchstens zwei um 60° versetzten Zähnen. Als Schmiermittelkommt Maschinenöl nicht in Frage, da die Zähnedurch das Schmierpolster nicht richtig greifen, als besondersgeeignet hat sich Petroleum erwiesen.Der für die einzupressenden Büchsen zulässige Schlagsoll 0,04—0,08 mm nicht überschreiten. Vor dem Nachreiben der eingepressten Lagerbüchsen müssen sämtliche Teile wie Stopfen, grössere Stifte usw. eingepresstwerden, um Achsenabstandsdifferenzen nach dem Reiben zuvermeiden. Die Lagerbohrungen dürfen nur in der Vorrichtungmit mechanischem Antrieb und sehr kleinem Vorschub(etwa 0,1—0,2 mm/Umdrehung) der Reibahle geriebenwerden. Reiben von Hand, wie es meist geschieht,ist zwecklos, da hierbei die Bohrungen höchstens rundwerden, aber nie fluchten, und Innehaltung genauer Achsenabständenicht erreicht wird. Alle diese Mühe ist aber vergeblich, wenn, wie bei fastallen Konstruktionen, zur Fixierung des RäderkastendeckelsPassstifte „wie üblich“ von 2—2,5 mm Durchmesser verwendetwerden. Schon ein leichter Schlag genügt, umDeckel und Gehäuse gegeneinander zu verschieben; man muss sich fragen, wie diese Stifte, Kurbelgehäuse und Ränderkastendeckel beim Betrieb fixieren sollen, wo dauernde Stösse und Drucke von 50 bis 100 kg durch die Betätigungder Ventilsteuerung auf die Lager übertragen werden.Durch zu schwache Passstifte finden rasch ausgelaufeneLagerbüchsen und heulende Steuerungsgetriebe eine verblüffendeinfache Erklärung. Selbstverständlich hilft hierdas berühmte alte Rezept: Zahnpulver (Schmirgel) „mitOel alle halbe Stunde ein Esslöffel voll“ nicht, hier müssendie Passstifte auf mindestens 6 mm verstärkt werden. Wennirgend möglich, sollte für den Deckel ein Zentrieransatzvorgesehen werden, so dass der Hauptdruck schon in dieserZentrierung aufgenommen wird. Schmirgel zum Einlaufender Zahnräder sollte man bei einer neuzeitlichen Fabrikationüberhaupt nicht kennen, da dadurch mehr verdorben als gutgemacht wird SindSacklöcher beim Räderkastendeckel unvermeidlich,so muss zwischen eingepresster Büchse und Wand einMindestabstand mit Rücksicht auf das Reiben von Bohrungund Büchse eingehalten werden (Abb. 7).Spielfreie Lagerung ist zur Vermeidung von Geräuschenselbstverständlich, Laufsitz dürfte hier beim Zusammenfallender ungünstigsten Toleranzen schon das weiteste Massdarstellen.Dass die Achsenabstände genau eingehalten werdenmüssen, wurde schon weiter oben angeführt. Differenzenvon 0,03 mm genügen, um bei sonst parallelen LagerbohrungenGeräusch zu erzeugen, bei schiefen Achsen genügtschon eine geringere Differenz zur Geräuscheerzeugung,deshalb muss vor allem auf parallele Achsen geachtetwerden.Z a h n r ä d e r f ü r di e S t e u e r u n g .Bei der kleinen Teilung der Steuerräder ist ein verhältnismässig grosses Kopfspiel = 0,2-0,25X Modul erforderlich, weil der Radialschlag das Auflaufen auf dem Zahngrundverursachen. Dieser Fehler ist an dem hohen Ton desRädergeräusclies zu- erxennen. Schon nach ganz kurzerLaufzeit ist das Auflaufen des Zahnkopfes auf dem Grundkreisan den markanten Druckstellen zu erkennen.Für die Herstellung dieser Räder kommt das sog.Einzelteilverfahren nicht in Frage, da die entstehendenTeilfehler grösser als bei allen anderen Verfahren sind unddadurch Geräusche entstehen, die nicht beseitigt werdenkönnen. Am geeignetsten für ruhigen Lauf sind die nachdem Fellow-Verfahren hergestellten Räder, bei denen sichselbst geringe Achsenabstandsdifferenzen nicht so bemerkbarmachen wie bei den nach dem Abwälzverfahrengefrästen Rädern. Beim Fellow-Verfahren ist zu beachten,dass die Zahnkränze breiter als bei den übrigen Verzahnungsverfahrengehalten werden müssen, um eine guteAuflage zu erzielen und Verziehen beim Stossen zu vermeiden.Selbstverständlich muss diese Auflagefläche sehrsauber geschlichtet sein.Ausführungen von Nocken und Zwischenrädern nachAbb. 8 sind nubedingt zu vermeiden, da der Nabenkranzinfolge der einseitigen Materialanhäufung beim Härtenwächst, während die ausgesparte Seite zusammenfällt, sodass die Zähne zur Rotationsachse geneigt sind. Erleichterungslöcherbegünstigen das Verziehen in der Weise, dassdas Rad „eckig“ wird. Eine richtige Ausführung zeigtAbb. 9.Eingepresste Achsen verteuern die Herstellung durchhohen Ausschuss und ergeben häufig Seitenschlag, da sichselbst bei vorsichtigem Einpressen mit Führung geringeAbweichungen in den Achsen von Rad und Welle ergeben,die sich durch die Uebersetzung bis zum Teilkreis bzw. demKopfkreis schon als starker Seitenschlag auswirken. Ausserdembestehen weitere Möglichkeiten zu Fehlern noch darin,dass es nicht gleichgültig ist, mit welchem Druck und vonwelcher Seite die Achse eingepresst wird. Gerade vondiesen nebensächlich scheinenden Umständen hängt derSeitenschlag0 in hohem Masse ab. Warum aber ausgerechnetdiese Konstruktion fast allgemein angewendet wird, ist mirunerklärlich. Eine Ersparnis beim gleichzeitigen Verzahnenvon mehreren Rädern kommt hier wegen der geringenAnlagefläche nicht in Frage. Es wird wohl niemand imErnst behaupten wollen, dass diese Konstruktion wegenErsatzbeschaffung so ausgeführt wurde, um evtl. Rad oderAchse noch verwenden zu können.Eine der häufigsten Ursachen von Geräuschen ist derbeim Härten durch Verziehen zustande gekommene Schlag.Um diesen Schlag zu beseitigen, werden die gehärtetenRäder im Kopfkreis aufgenommen und danach dieBohrungen oder Achsen geschliffen. Diese Arbeitsweisekann den Schlag natürlich nicht beseitigen, dazu muss dieAufnahme im Teilkreis an mindestens vier Punkten erfolgen,wodurch ein Ausgleich des Radialschlages erfolgt. DieAufnahmekette darf dabei aber nicht starr sein und muss sicheinstellen können.Trotz aller dieser Finessen lässt sich der Schlag wohlbedeutend vermindern, aber nicht restlos beseitigen. Beidem oben angeführten kleinen Modul ist ein maximalerRadialschlag von 0,08 mm unter der Voraussetzung nochzulässig, dass bei der Montage Räder mit grossem Schlagnur mit Rädern mit kleinem Radialschlag in Eingriff gebrachtwerden.Nebenbei seien noch einige selbstverständliche Forderungenwie theoretisch richtige Flankenform, Symmetrie der Zähne, genaue Teilung, Parallelität der Zähne zur Rotationsachse,Freiheit von Grat und Rattermarken erwähnt.Wegen der kleinen Teilung kommt für diese Räderdas Schleifen der Flanken nicht in Frage* dagegen sei aufgeeignete Härtevorrichtungen hingewiesen.Eine weitere Ursache zur Erzeugung von Geräuschenist in der ungleichmässigen Verteilung von Material zufinden, wie sie zum Beispiel bei den Nocken vorhanden ist.Abb. 11.Die Nockenräder müssen deshalb ausbalanciert werden, wiein Abb. 10 gezeigt. Der Durchmesser der Nockenrädersoll möglichst gross sein, damit die Drucke beim Anhebenund Ablaufen der Nocken auf möglichst viele Zähne verteiltsind und so das Geräusch durch grosses Flankenspiel vermindertwird.Durch ungenügendes Seiten spiel zwischen Radnabenund Lagerbüchsenbund wird ein scharrendes und pfeifendesGeräusch erzeugt. Um diese Geräusche zu vermeiden, mussmindestens 0,2 mm Seitenluft vorhanden sein, ausserdemmüssen die Bunde der Lagerbüchsen mit Schmiernutenversehen sein, was eigentlich selbstverständlich ist, trotzdemfindet man häufig die Bunde ohne Schmiernuten.Ein weiterer Grund von Geräuschen ist der häufigchronische Oelmangel, mit dem viele Räderkasten behaftetsind. Schlecht dichtende Räderkasten sind noch kein Gegenbeweisdafür. Meist wird noch an Räderkasten ein Ablaufkanal nach dem Kurbelgehäusegebohrt (Abb. 6), um das wenige Oel, das sich nach demRäderkasten verirrt hat, möglichst schnell abzuführen. Eingewisser Oelstand muss auch hier vorhanden sein, ausserdembringen die meist willkürlich in die Kurbelgehäusewandgebohrten Oelzulauflöcher nicht genügend Oel in den Räderkasten.Um eine wirksame Oelzufuhr zu gewährleisten,müssen die Entfernungen der Löcher vom Kurbel wellenmittelaus grösser sein als der Radius der Schwungscheiben, weil sonst infolge der Zentrifugalwirkung das Oel an den Löchern vorbeigesogen wird.
Über kurz oder lang wird von der Behörde oder dem Publikum eine wesentlich grössere Dämpfung der Auspuffgeräusche am Motorrad verlangt werden als heute, denn dass auch Motorradmotoren fast ebenso geräuschlos wie Wagenmotoren laufen könnten, wird wohl niemand bestreiten wollen, wenn auch zugegeben werden soll, dass dadurch einige Prozente an erreichbarer Höchstgeschwindigkeit verlorengehen. Ist aber erst das Auspuffgeräusch beseitigt, so wird man feststellen, welche Menge von Geräuschen der Motor ausserdem noch erzeugt...
Teil 1 von 3
April 2019 - Die Deutsche Sechstagefahrt 1927
Die Deutsche Sechstagefahrt 1927
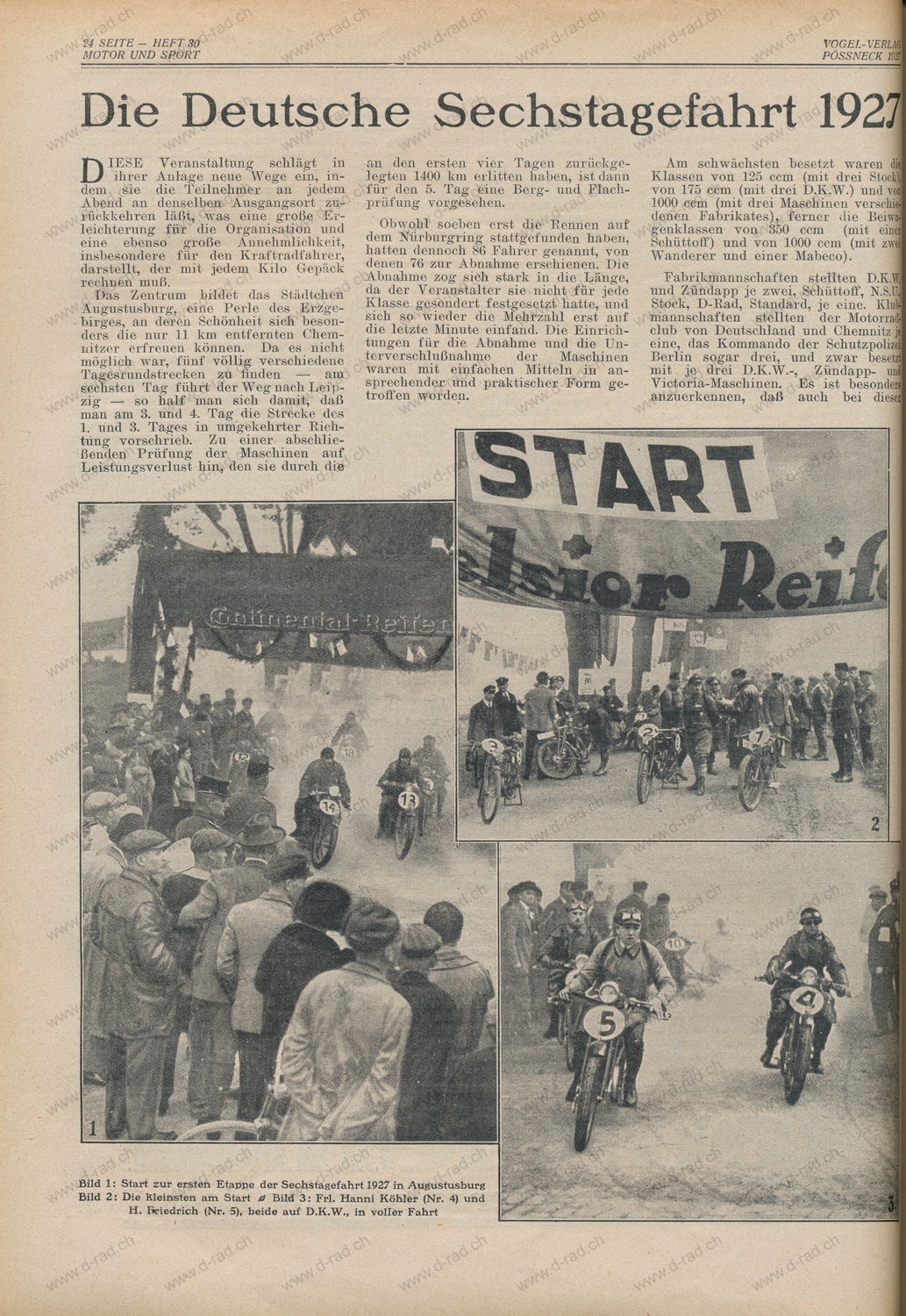
Diese Veranstaltung schlägt in ihrer Anlage neue Wege ein, indem sie die Teilnehmer an jedem Abend an denselben Ausgangsort zurückkehren lässt, was eine grosse Erleichterung für die Organisation und eine ebenso grosse Annehmlichkeit, insbesondere für den Kraftradfahrer darstellt, der mit jedem Kilo Gepäck rechnen muss. Das Zentrum bildet das Städtchen Augustusburg, eine Perle des Erzgebirges, an deren Schönheit sich besonders die nur 11 km entfernten Chem-nitzer erfreuen können. Da es nicht möglich war, fünf völlig verschiedene Tagesrundstrecken zu finden — am sechsten Tag führt der Weg nach Leipzig — so half man sich damit, dass man am 3. und 4. Tag die Strecke des 1. und 3. Tages in umgekehrter Richtung vorschrieb. Zu einer abschliessenden Prüfung der Maschinen auf Leistungsverlust hin, den sie durch die an den ersten vier Tagen zurückgelegten 1400 km erlitten haben, ist dann für den 5. Tag eine Berg- und Flachprüfung vorgesehen.
Obwohl soeben erst die Rennen auf dem Nürburgring stattgefunden haben, hatten dennoch 86 Fahrer genannt, von denen 76 zur Abnahme erschienen. Die Abnahme zog sich stark in die Länge, da der Veranstalter sie nicht für jede Klasse gesondert festgesetzt hatte, und sich so wieder die Mehrzahl erst auf die letzte Minute einfand. Die Einrichtungen für die Abnahme und die Un- terverschlussnahme der Maschinen waren mit einfachen Mitteln in ansprechender und praktischer Form getroffen worden.
Am schwächsten besetzt waren die Klassen von 125 ccm (mit drei Stock) von 175 ccm (mit drei D.K.W.) und von 1000 ccm (mit drei Maschinen verschiedenen Fabrikates), ferner die Beiwagenklassen von 350 ccm (mit eine Schüttoff) und von 1000 ccm (mit zwei Wanderer und einer Mabeco). Fabrikmannschaften stellten D.K.W. und Zündapp je zwei, Schüttoff, N.S.U. Stock, D-Rad, Standard, je eine. Klubmannschaften stellten der Motorradclub von Deutschland und Chemnitz je eine, das Kommando der Schutzpolizei Berlin sogar drei, und zwar besetzt mit je drei D.K.W.-, Zündapp- und Victoria-Maschinen. Es ist besonders anzuerkennen, dass auch bei dieser Veranstaltung die Polizei wieder be-strebt ist, über die Stellung des Kraft-fahrers im Rahmen des öffentlichen Verkehrs praktische Erfahrungen zu sammeln, was sich nur zum Vorteil für das Kraftfahrwesen auswirken kann.
Bei nebligem, zweifelhaftem Wetter starteten am ersten Fahrtage um 6 Uhr 76 Fahrer in 19 Gruppen von 1—5 Mann Stärke. Die Länge der Etappe betrug etwa 400 km; sie führte zunächst über Freiberg nach Dresden. Hier war auf dem Theaterplatz die erste Zeitkontrolle und Tankstelle er-richtet. Da sich das Feld auf den ersten 60 km noch wenig auseinandergezogen hatte, so erfolgte ein Massenandrang, dem die Kontrolle nicht gewachsen war. Um Ungerechtigkeiten zu vermeiden, hervorgerufen durch verspätete Eintragung, musste der Aufenthalt von der Leitung neutralisiert werden.
Bei der nächsten Kontrolle verteilte sich das Eintreffen der Konkurrenten schon auf einen längere Zeitraum, zumal da sich immer mehr herausstellte, dass die Innehaltung der vorgeschriebenen Durchschnitte trotz der fast durchweg hervorragenden Strassen infolge der zahlreichen Steigungen und Kurven, insbesondere aber der vielen kilometerlangen Ortschaften, doch recht starke Anforderungen an die Fahrer stellte.
Glücklicherweise klärte sich das Wetter wenigstens auf, so dass den Konkurrenten in Bautzen schon die Sonne leuchtete. Nicht dagegen leuchtete ihnen die Gunst des Motorradclubs Bautzen, der sich offenbar im Datum geirrt hatte. Trotz der schwierigen Durchfahrt waren im Gegensatz zu Dresden weder Winkerposten noch Pfeile zu sehen, so dass vermeidbarer Verlust kostbarer Zeit entstand.
Den ersten Verlust an Fahrern brachte schon Hoyerswerda, indem Dr. Bloem-Mabeco (80), als er einen anderen Konkurrenten, Schad-Zündapp (16), überholen wollte, mit diesem zusammenfuhr, wobei beide Fahrer leicht und die Mabeco tödlich verletzt wurde. Schad konnte die Fahrt mit stark angeschlagener Maschine zunächst fortsetzen.
Hinter Zittau, dem Wendepunkt des Tages, begann die bisher vermisste Streckenorganisation, eingeleitet durch einen Posten mit roter Fahne, der vor einer S-Bergabkurve warnte. Weiterhin war bis Pirna der ganze Abschnitt vom Roten Kreuz besetzt, was sich leider als zweckmässig erwies; denn dicht hinter Schandau stürzte auf einem Umleitungswaldweg Schikora - Victoria (80), wobei ihm die Maschine auf das Bein fiel und Quetschungen zufügte, die sein Ausscheiden nötig machten.
Auf diese Weise war bereits das Team des M. v. D. und ein Team der Schutzpolizei gesprengt. Im allgemeinen fuhren die Teams nach Möglichkeit geschlossen, um gegenseitig An-lehnung zu haben.
Bei der Rückkehr nach Augustusburg stellte sich heraus, dass ausser den schon Genannten noch Maass-Zündapp (30), Zeiz-F.N. (35), Osthaus-O. D. (92) und Henning-Wanderer (101) aufgegeben hatten. Schade! Hatte sich doch das Verkehrsamt mit der Beschaffung eines genügend langen Bettes für den 1,94 m langen Osthaus solche Mühe gegeben, und hatte doch der bretterne, armensargähnliche Beiwagen Hennings eine so neckische Note in das Feld der Beiwagenfahrer gebracht. Der Zufall ist nicht nur blind, sondern auch ohne Sinn für Humor.
Der erste Fahrtag schloss mit einem Begrüssungs- und Liederabend, den die Stadt zu Ehren der Fahrtteilnehmer veranstaltete, während die Hauptgebäude reich illuminiert waren. Ein Film der Augustusburg, welcher vorgeführt wurde, fand doppeltes Interesse, da diese Burg zu den vier Plät-zen des Reiches gehört, welche als Stätten für ein deutsches Ehrenmal vorgeschlagen sind.
Neben diesen erfreulichen Dingen wurden den Fahrern die bisher erteilten Strafpunkte bekanntgegeben. Be-sonders erhielten solche zwei der kleinsten Klasse, welche trotz hervor-ragender Leistungen mit ihren 119 ccm die gestellten Anforderungen nicht erfüllen konnten. Im übrigen verteilten sich die Strafpunkte ziemlich gleichmässig auf die verschiedenen Fabrikate; jedoch darf man der Angelegenheit keine allzu grosse Bedeutung beimessen, ehe man die Gründe kennt, auf welche am Schluss der Veranstaltung noch zurückzukommen sein wird. Uebrigens waren von den gestarteten 76 Fahrern 47 Prozent Senioren, von den 52 strafpunktfrei gebliebenen dagegen 56 Prozent Senioren, woraus sich schon ergibt, welch hohe Bedeutung bei dem Ergebnis der Fahrkunst beizumessen ist.
Nachdem am ersten Tag 6 Fahrer ausgeschieden waren, blieb am zweiten Tag Schad-Zündapp (16), welcher gestern karamboliert hatte, dem Start fern, während Fischer-N.S.U. wegen Kolbenschadens und Osthaus-O. D., der gestern wegen Kipphebelbruches aus-geschieden war, ausser Konkurrenz starteten. Von den 8 somit ausser Konkurrenz Ausgeschiedenen sind übrigens 6 Junioren,
Es begaben sich nunmehr also noch 68 Fahrer und 2 ausser Konkurrenz auf die 315 km lange Reise, in ihrem ersten Teil vermutlich die schwerste der ganzen Fahrt. Nicht wegen der Gelände-schwierigkeiten, sondern infolge des dichten Nebels, welcher die auf das Tragen von Augengläsern angewiesenen Konkurrenten nahezu ausser Gefecht setzte.
Indes hatten auch die anderen nichts zu lachen; sie hätten noch mehr Zeit verloren, wenn nicht die zweite Etappe gut gekennzeichnet und an besonders
schwierigen Stellen mit Winkerposten besetzt gewesen wäre, so dass ein Verfahren nahezu ausgeschlossen war.
Landschaftlich bot auch der 2. Tag viele Reize, wenigstens, soweit die 20 Meter seitlich der Strasse in Betracht kommen, die man während des Nebelvormittags übersehen konnte. Es ging in das Gebiet des Fichtelgebirges über Marienberg, Ober-Wiesental, Adorf,
Zwickau und Chemnitz, von denen die Kontrolle in Zwickau wenig glücklich gewählt war, so dass man etwa ein Kilometer in die Stadt hinein und ohne Umleitung auf derselben Strasse wieder hinaus musste. Die Kontrollkarten wurden den Fahrern trotz grossem Andrang flott abgenommen, aber dann leider in umgekehrter Reihenfolge abgestempelt, was sich hätte vermeiden lassen müssen.
Eine besondere Materialprüfung stellten an diesem Tage die zahlreichen Wasserrasten dar, welche ebenso wie die überraschend auftretenden starken Steigungen und wie eine lange Strecke Chausseeneubau auf das Tempo drückten. Die Bevölkerung zeigte sich interessiert. Vielfach sah man in den Händen der Zuschauer Programme, und wiederholt hatten Schulen an den — natürlich — Aussenseiten von Kurven Aufstellung genommen, um das Passieren der Teilnehmer zu beobachten.
Am 2. Tag schieden aus: Wohlert- Stock (3) wegen Benzintankdefektes und Lautner-Wanderer (86), weil er nicht innerhalb der vorgeschriebenen Zeit am Ziel eintraf. Strafpunkte erhielten 22 Fahrer, unter ihnen 15 zum ersten mal, so dass noch 37 Fahrer strafpunktfrei blieben.
Bezeichnend für den Stand der Fahrt nach Beendigung der Hälfte der Fahrtage ist die Tatsache, dass von den 15 Teams am dritten Tage nur noch drei ohne Strafpunkte an den Start gingen, nämlich das D.K.W.-Team der übrigens als sportliche Neulinge anzusehenden Polizeimannschaft, was dem Fabrikat ein doppelt gutes Zeugnis ausstellt, das N.S.U.-Team und ein Team der Zündapp-Werke.
Bei der Abfahrt herrschte wiederum starker Nebel, der über eine Strecke von 40 km anhielt. Eine scheinbar harmlose, aber mangels jeder Ueberhöhung doppelt heimtückische Kurve bei Schmiedeberg brachte zwei Stürze: Rhode-Ernst-M. (91) stürzte infolge Motorblockierung und musste aufgeben. Weniger glimpflich kam Seelos-D-Rad (64) davon, der sich aus demselben Grunde von seiner Maschine trennen musste und neben Schnittwunden durch die Splitter seiner Glasbrille eine leichte Gehirnerschütterung erlitt. Bald danach fuhr Thevis-Stock (2) ein Kind an, ohne dass diesem etwas Ernstliches widerfuhr.
Die Markierung der Strecke war besser als am ersten Tag, dessen Strecke man heute in umgekehrter
Richtung befuhr und der die Organisatoren durch die überraschende Um-leitung vor eine schier unlösliche Aufgabe gestellt hatte. Infolge eines umgebogenen Richtungsschildes wies ein Polizist einen Teil der Fahrer falsch, so dass Heck-Harley (93) zu seiner Freude ein Glas echtes Pilsener in der Tschechoslovakei, an deren Grenze man entlang fuhr, trinken konnte. Ein doppelt kostbarer Genuss, weil er mit einer Geldstrafe von 13 RM. verbunden war.
Weitere Ausfälle traten auf dem zweiten Teil der Etappe ein: bei Mie- litz-Victoria (89) frass sich der Kolben fest, so dass der Motor schwere Beschädigungen erlitt, die zum Aufgeben zwangen; Fräulein Bormann-Wanderer (40), die sich bisher wacker gehalten hatte, wurde hartnäckig vom Reifenpech verfolgt und stürzte ausserdem, so dass sie von einer aussichtslosen Weiterfahrt absah. Wenige Meter vor dem Ziel fiel noch Rudolf-D-Rad an einer Strassenecke auf die Nase, konnte aber sogleich weiterfahren.
Wegen Nichteintreffens am Ziel innerhalb der vorgeschriebenen Zeit schieden aus: Thevis-Stock (2), Ritter- D.K.W. (71) und Voigt-D-Rad (48), bei dem der Grund ebenfalls in zahlreichen Reifendefekten zu suchen war.
Der vierte Tage war der letzte der Langstreckenfahrtage und stellte die Konkurrenten vor dieselbe Aufgabe wie der zweite Tag, nämlich, 315 km zu-rückzulegen. Beim Start war eine Neuerung insofern zu verzeichnen, als man die Teams trennte, um der Ver-suchung zu gegenseitiger Hilfeleistung, die nach der Ausschreibung verboten war, vorzubeugen.
Die heutige Umkehrung der Route des zweiten Tages hatte den Vorteil, dass die Schwierigkeiten zuerst dran kamen. So begann bald nach dem Start ein Waldweg mit starkem Gefälle und zahlreichen Abschlägen, welche eine schwere Materialprüfung darstellten. Aber nicht hierauf war es zurückzuführen, wenn bald nach dem Start viele Fahrer am Wege „bauten”. Vielmehr handelte es sich um die Vornahme solcher kleineren Reparaturen, welche gestern innerhalb der nach der Rückkehr freigegebenen 30 Minuten nicht hatten bewältigt werden können und nun noch nachgeholt wurden.
In Zwickau hatte man aus dem zweiten Tag gelernt und die Kontrolle an den Eingang der Stadt verlegt, was für den Fahrer und den allgemeinen Verkehr eine wesentliche Erleichterung bedeutete. Leider waren die Tankstellen fast überall nicht sehr reich ausgestattet, so dass auch die gängigen Kraftstoffe und Oele vielfach nicht zu haben waren. Angenehm fiel dagegen hinsichtlich der Kraftstoffe für den menschlichen Körper auf, dass die mittelgrossen Restaurants, bei denen die tägliche Zwangspause stattfand, sich jedem Massenandrang gewachsen zeigten und die einfallenden Scharen der Konkurrenten schnell verpflegten, so dass diese in Ruhe essen konnten.
Den günstigen Witterungs- und Wegeverhältnissen entsprach das Ergebnis des Tages: Von 59 gestarteten Fahrern kamen 58 ans Ziel. Der einzige Pechvogel war Ebert auf einer Wanderer-Beiwagenmaschine, dem die Achse des Beiwagens brach, so dass er,
obwohl am Ziel eintreffend, wegen des fehlenden Beiwagens ausscheiden musste, womit die Mannschaft des Motorradclubs Chemnitz gesprengt war. Am Start waren noch 18 Fahrer ohne Strafpunkte gewesen. Leider erhielt Hieronymus-Zündapp 3 Strafpunkte, so dass der Tag mit 17 Strafpunktfreien abschliesst. Die Teams standen nunmehr, soweit sie nicht durch Ausfälle gesprengt waren, folgendermassen: Zündapp: 3; Schüttoff: 17; N.S.U.: 20; D. K.W.: 38; Standard: 124; D-Rad: 161; D.K.W.-Polizei: 35; Zündapp-Polizei: 171.
Der 5. Tag brachte nach den bisherigen Langstreckenfahrten eine willkommene Abwechslung in Gestalt einer Flach- und Bergprüfung, deren Beginn erst auf 9 Uhr angesetzt wurde, so dass die Fahrer nach den überstandenen Anstrengungen etwas ausruhen konnten, — sofern sie früh genug zu Bett gegangen waren.
Durch die beiden Sonderprüfungen sollte festgestellt werden, was nach den unter Ueberwindung starker Steigungen zurückgelegten 1400 km noch in den Maschinen drinsteckte. Ein Bild hiervon konnte man sich schon machen, wenn man beobachtete, was in den für Arbeiten an der Maschine freigegebenen 30 Minuten vor dem Start von den Fahrern gemacht wurde. Durchweg sah man nur die üblichen Vorbereitungen: Nachpumpen der Reifen, Abschmieren, Prüfung von Kette und Riemen auf ihre Spannung, Auswechseln der Kerzen usw.
Zum Start wurde die Kolonne der Fahrer geschlossen an die Flachstrecke geführt, welche 2 km lang und schnur-gerade, aber nicht völlig horizontal war, sondern über eine mässige Geländewelle führte. Die Aufgabe bestand nicht darin, die kürzeste Zeit zu fahren, sondern eine Mindestgeschwindigkeit einzuhalten, welche der Motorstärke angemessen war und sich zwischen 50 und 80 km hielt. Während der Prüfung hatte man den sich später als falsch herausstellenden Eindruck, dass fast alle Fahrer die geforderte Bedingung erfüllten.
Dann ging es zum Fusspunkt der Augustusburger Rodelbahn, welche als Bergprüfungsstrecke ausersehen und 1230 m lang war. Hier wurden die Konkurrenten jeweils gestartet, wenn der Vormann das Ziel erreicht hatte, was durch Fernsprecher an den Start gemeldet wurde. Die Bergstrecke war ein schmaler Waldweg mit starker, bis 21prozentiger Steigung und festem Untergrund, der stellenweise mit Geröll bedeckt war. Einige unangenehme Kurven erforderten die volle Aufmerksamkeit und Geschicklichkeit der Fahrer.
Der Verlauf der Prüfung zeigte zu-nächst, dass das programmässige Meckern mancher Fahrer über die Unerreichbarkeit der geforderten Geschwindigkeit, die zwischen 16,4 und 31,6 km lag, ja sogar über die gänzliche Unmöglichkeit, ans Ziel zu gelangen, völlig unbegründet war. Die Rodelbahn erwies sich vielmehr nicht nur, wie vom Veranstalter in erster Linie gedacht, als ein Ausscheidungsrennen für die Maschinen, sondern ebenso sehr als eine Prüfung der Fahrtechnik und körperlichen Gewandtheit der Fahrer.
Der 5. Tag brachte weiteren sieben Fahrern Strafpunkte, so dass nur noch 10 Fahrer strafpunktfrei blieben. Die Sonderprüfungen brachten besonders
den drei kleinsten Klassen bis 250 ccm zahlreiche Strafpunkte, während die stärkeren Klassen besser wegkamen, aber auch nicht so ungerupft, wie es den Anschein gehabt hatte. Die Lage der Teams hatte sich nicht wesentlich geändert.
Der Nebel blieb den Fahrern auch am letzten Tage treu und erleichterte ihnen den Abschied vom schönen Erzgebirge, weil er es dem suchenden Blick entzog, von dem gastfreien Städtchen Augustusburg, dessen Einwohner nicht gemurrt hatten über die Unruhe, welche die letzte Woche mit sich gebracht hatte, und von der weiteren Umgebung mit der Geburtsstätte des D.K.W.-Motors, dessen Hersteller die Herren der Leitung und Presse am Abend zuvor zu sich geladen und zum ersten Male die durch besondere Um-stände nötig gewordene Aenderung der alteingeführten Marke D.K.W. (Das kleine Wunder) in D.G.W. (Das grosse Wunder) bekanntgab, eine Aenderung, die unbeabsichtigt auf den von der Firma demnächst herauszubringenden Kleinwagen hindeutet.
Trotz des Nebels herrschte bei den Fahrern eine freudige und friedfertige Stimmung. Hatte man doch nur 234 km vor sich und dann das Endziel der ganzen Fahrt erreicht. Die Strassen waren durchweg gut, wiesen aber bis Freiberg allerhand Steigungen auf. Eine kleine Erschwerung für die Fahrer bildete überall der rege Sonntags- verkehr. Auf den Kontrollstellen klappte die Abfertigung der Konkur-renten, denen in Hartha eine unerwartete Ueberraschung vom dortigen Motoradclub bereitet wurde. Der junge Klub hatte nicht nur für die Ausschmückung der Stadt gesorgt, sondern es sich auch als einziger während der ganzen Veranstaltung nicht nehmen lassen, ein reich ausgestattetes Büffet zu errichten und die Fahrer in gastfreiester Weise zu verpflegen.
Ohne Zwischenfälle trafen die Teil-nehmer von der Mittagsstunde an am Völkerschlachtdenkmal ein, das gleich-zeitig das Ziel für die Eintagsreklamefahrt einer Leipziger Zeitung bildete," so dass sich am Ausstellungsgelände Hunderte von Kraftradfahrern versammelten, wobei die Leistungen der Sechstagefahrer nicht gebührend in den Vordergrund traten. Indes, man war am Ziel und das war zunächst die Hauptsache.
Am Abend fand die Preisverteilung statt:
Strafpunktfrei waren geblieben: die drei Zündapp-Fahrer Fischer (dieser als einziger Junior), Vielhauer und Siekmann; Hirth-Schüttoff, Dollmann- N.S.U., Weigelt-D.K.W., Prybilsky-D- Rad, Baltes-Standard, Kast-Standard, Mittenzwei-Schüttoff.
Die Fabrikteams rangieren in folgender Reihenfolge, wobei die Zahl der Strafpunkte beigefügt ist: Zündapp (Hieronymus, Vielhauer, Siekmann): 3; Schüttoff (Hirth, Ihle, Lohse): 37; N.S.U. (Glöckler, Rosenbaum, Dollmann) : 43; D.K.W. (Hanni Köhler, Friedrich, Schlesinger): 68; Standard (Gerlach, Kast, Baltes): 127; die beiden Polizeiteams als einzige übrigge-bliebene Klubteams sind: D.K.W.
(Fischer, Metzig, Dobrindt): 49;
Zündapp (Tuchenhagen, Assmuss, Leh-mann) : 209 Strafpunkte.
Kurt Bernhard.
Diese Veranstaltung schlägt in ihrer Anlage neue Wege ein, indem sie die Teilnehmer an jedem Abend an denselben Ausgangsort zurückkehren lässt...
März 2019 - The fabric of car's existence (Rexine)
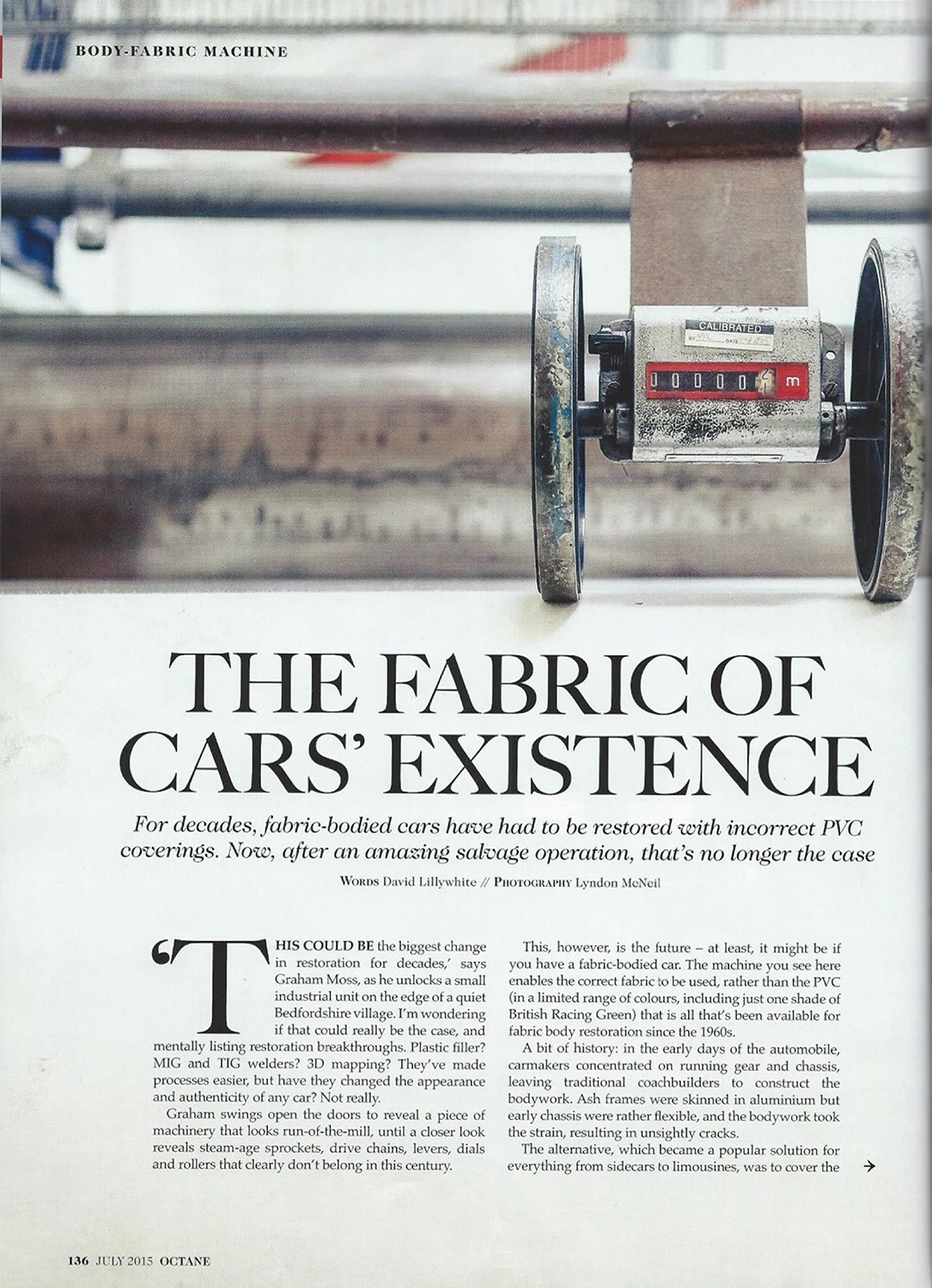
THE FABRIC OF CARS’ EXISTENCE
For decades, fcibric-bodied cars have had to be restored with incorrect PVC coverings. Now, after an amazing salvage operation, that’s no longer the case
This COULD BE the biggest change I ^ in restoration for decades/ says Graham Moss, as he unlocks a small industrial unit on the edge of a quiet Bedfordshire village. I'm wondering if that could really be the case, and mentally listing restoration breakthroughs. Plastic filler? MIG and TIG welders? 3D mapping? They've made processes easier, but have they changed the appearance and authenticity of any car? Not really.
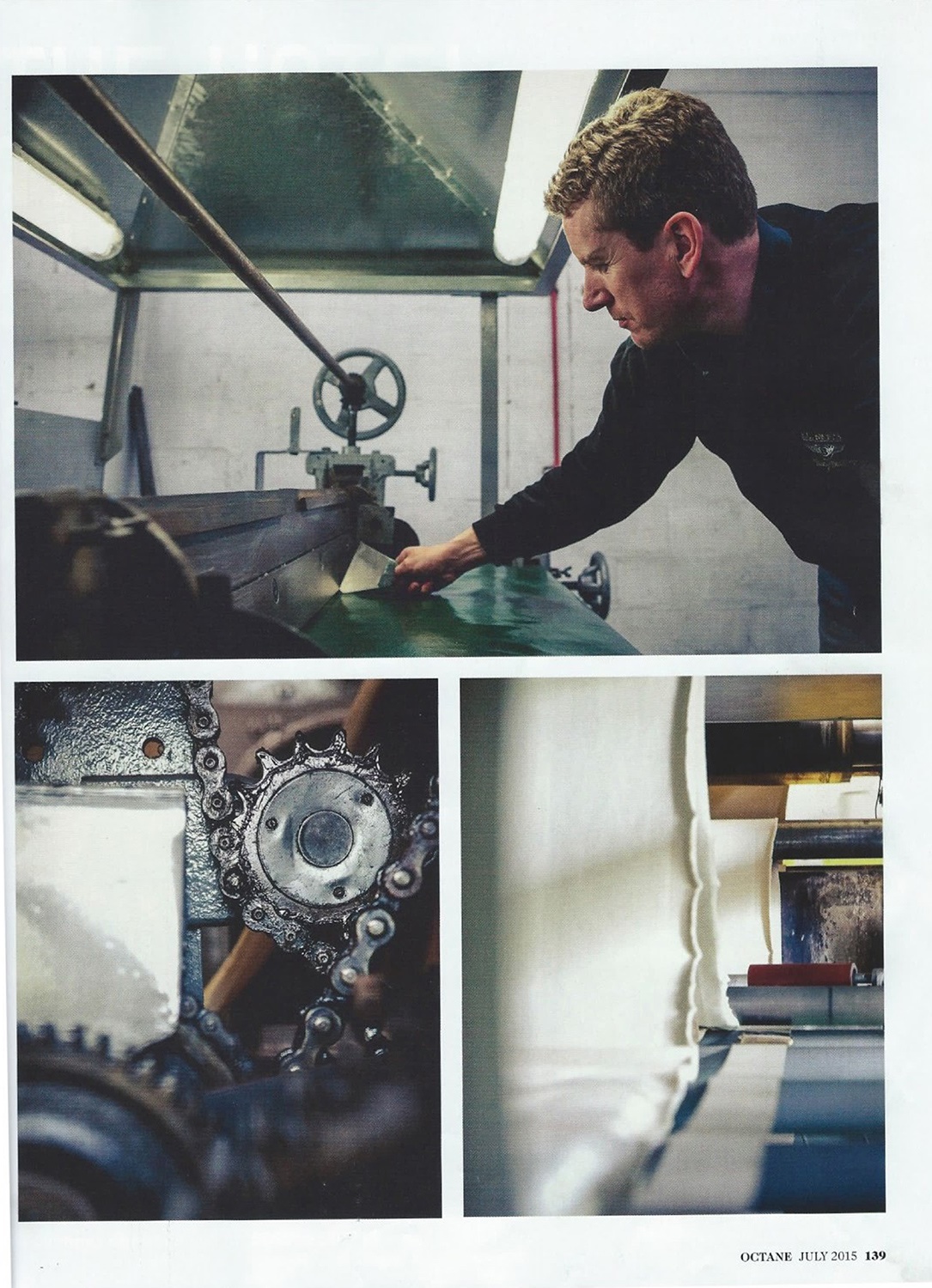
Graham swings open the doors to reveal a piece of machinery that looks run-of-the-mill, until a closer look reveals steam-age sprockets, drive chains, levers, dials and rollers that clearly don't belong in this century.
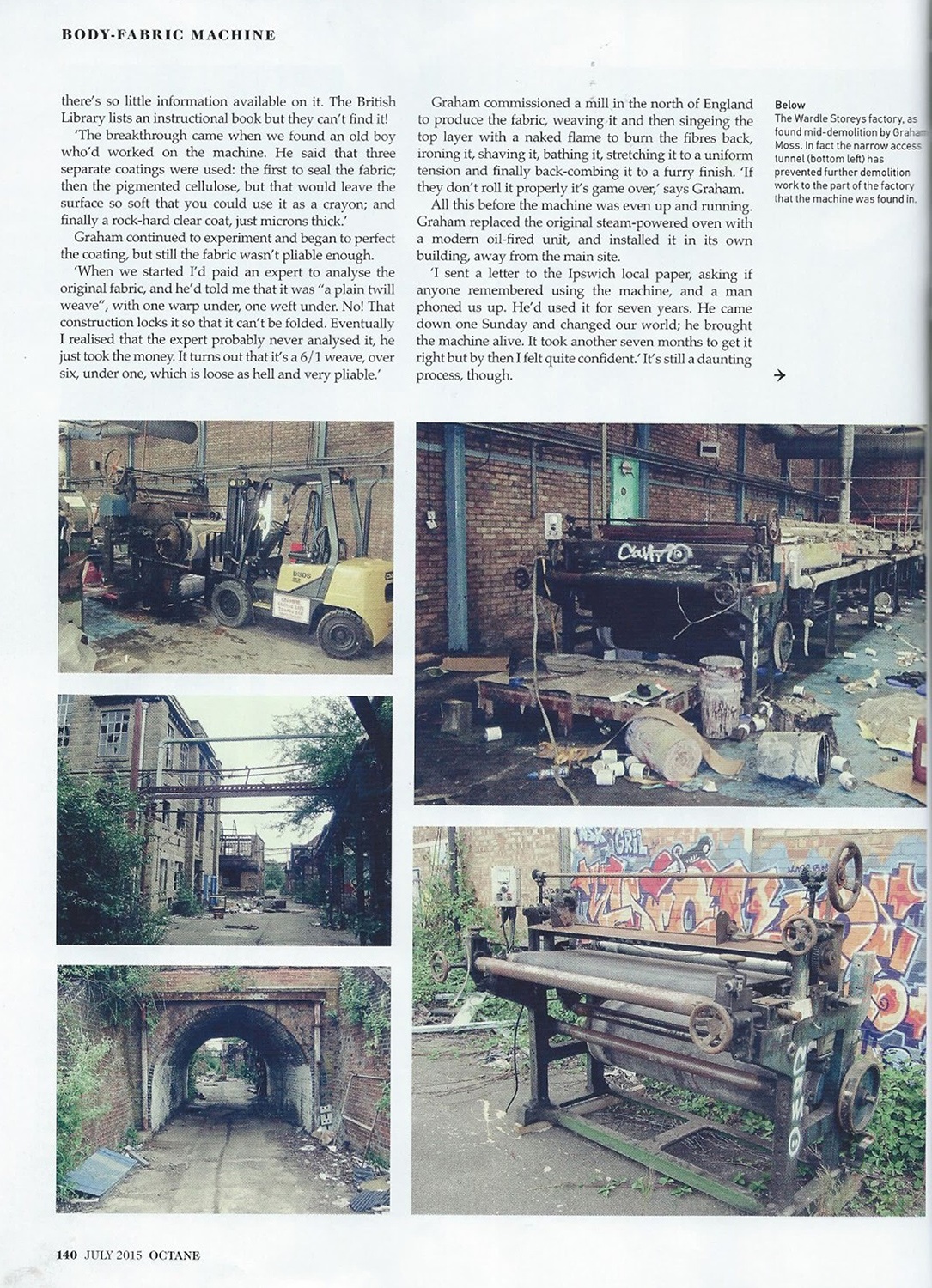
This, however, is the future - at least, it might be if you have a fabric-bodied car. The machine you see here enables the correct fabric to be used, rather than the PVC (in a limited range of colours, including just one shade of British Racing Green) that is all that's been available for fabric body restoration since the 1960s. A bit of history: in the early days of the automobile, carmakers concentrated on running gear and chassis, leaving traditional coachbuilders to construct the bodywork. Ash frames were skinned in aluminium but early chassis were rather flexible, and the bodywork took the strain, resulting in unsightly cracks. The alternative, which became a popular solution for everything from sidecars to limousines, was to cover the body in a fabric that was coloured to match (or contrast with) the painted metalwork of the vehicle. Two companies manufactured the majority of these fabrics: ICI in the UK and Dupont in the USA. The ICI version, 'Rexine', was used for book binding, tablecloths, public transport seat coverings, even wallpaper. It was highly flexible, waterproof and durable, and it could be made in any colour, to a high-gloss finish - or it could be embossed at extra expense to show a grain. There are plenty of cars that, incredibly, still exist with their original Rexine, including Bentley 'Old No 2', the 1930 Le Mans 24 Hours Speed Six, which Graham's vintage Bentley specialist company RC Moss Ltd restored eight years ago (featured in Octane issue 46). The Rexine on Old No 2 is intact, but only just. That got its owner - top-level collector Peter Livanos - and Graham thinking about what might have happened had the fabric not been usable. Could it be reproduced? What happened next is uncanny. Bentley historian Clare Hay, employed to document Old No 2, started to research Rexine. She came across the name of Wardle Storeys on the Stour estuary near Ipswich, once the home of Britain's first plastic manufacturer, and also of Rexine production. When she Googled the company, the first picture to come up was of the factory being demolished, taken by a photographer who specialised in urban decay. In fact, he'd taken around 80 photographs - just two days earlier. The demolition was still ongoing! One of the pictures showed a huge, paint-spattered machine that Clare and Graham realised could have been used to produce the fabric. They contacted the demolition company and persuaded someone to let them take a look - as Graham recalls: 'It was an incredible place, a 77-acre factory, all steam-powered, with tiled floors throughout. The machine's saviour was the later routing of an electric train line, which cut off part of the factory and left only a narrow tunnel under the line for access. 'We found the machine. It was 25-metres long and steam-heated. I thought, no, this is ridiculous! We'll walk away!' All the same, Graham mentioned the factory to Peter Livanos. 'I said to him "I wasn't going to tell you because I know what you'll say." And, of course, he said it - that we should rescue the machine. It's been a nightmare ever since! I kept thinking it over and finally I had a eureka moment - "Why do I need the oven?" - because either end of the machine was generic. I could take the ends, and halve the length of the machine. 'I arranged to buy it for scrap value, meeting in a layby with cash in an envelope. Only then was I told that the lagging round the heating tubes might be asbestos! I had to employ a man in a spacesuit to go in and analyse it. Turned out it was plaster of Paris. Then we had to work out how to get the machine out through the tunnel. We found a company that specialised in storm drain work, and they used a lowloader to drag it out.'^So that's how Graham Moss came to be heading up the Vintage Fabric Company, based down the road from the spotless RC Moss workshops. But it's not been easy... 'We'd been told that the coating was 50% cellulose, 50% castor oil [to add plasticity), but when we tried that on the fabric, it would crack. It's incredible: Dupont made six billion yards of Rexine in 1928 alone and yet there's so little information available on it. The British Library lists an instructional book but they can't find it! 'The breakthrough came when we found an old boy who'd worked on the machine. He said that three separate coatings were used: the first to seal the fabric; then the pigmented cellulose, but that would leave the surface so soft that you could use it as a crayon; and finally a rock-hard clear coat, just microns thick.' Graham continued to experiment and began to perfect the coating, but still the fabric wasn't pliable enough. 'When we started I'd paid an expert to analyse the original fabric, and he'd told me that it was "a plain twill weave", with one warp under, one weft under. No! That construction locks it so that it can't be folded. Eventually I realised that the expert probably never analysed it, he just took the money. It turns out that it's a 6/1 weave, over six, under one, which is loose as hell and very pliable. Graham commissioned a mill in the north of England to produce the fabric, weaving it and then singeing the top layer with a naked flame to bum the fibres back, ironing it, shaving it, bathing it, stretching it to a uniform tension and finally back-combing it to a furry finish. 'If they don't roll it properly it's game over,' says Graham. All this before the machine was even up and running. Graham replaced the original steam-powered oven with a modern oil-fired unit, and installed it in its own building, away from the main site. 'I sent a letter to the Ipswich local paper, asking if anyone remembered using the machine, and a man phoned us up. He'd used it for seven years. He came down one Sunday and changed our world; he brought the machine alive. It took another seven months to get it right but by then I felt quite confident.' It's still a daunting process, though. Graham works at one end of the machine, standing on a rubber mat to avoid static electricity build-up, scraping away excess paint with a knife. In the past, operators would climb up to the machine and tap the knife onto the end roller to earth any static, and so now the roller is pock-marked from decades of those little taps. Another operator works from the opposite end, where a water-heated roller pulls the fabric through under tension. As the fabric starts to move - at some lick, it has to be said - Graham pours the paint mix (or sealant or top coat) onto the fabric, and a Stellitetipped blade scrapes almost all of it away, leaving an initially invisible coating. The varying thickness and imperfections of the fabric are allowed for by a thick rubber blanket on the roller beneath the stellite blade, keeping the coating uniform at all times. Graham has to adjust barge boards on either side to keep the coating within 5mm of the fabric edges at all times. The fabric then heads through the three-stage oven, each part working at a different temperature to evaporate the three solvents: cellulose, isopropylene and toluene. It is then directed around the opposite end of the machine from Graham, and gravity drops (to reduce creasing), cleverly concertinaing under the machine, then to be guided out the other end by adjustable rollers, operated by a third man to compensate for shrinkage in the fabric. Job done? Oh no. This process, for the pigment stage alone, is repeated around 22 times, the coating building up and finally, in the last four or five passes, beginning to show its trademark high gloss. At any stage Graham might spot a flaw, or have to intervene with his knife to scrape away a build-up of paint, before the run is potentially ruined. The process is highly dependent on operating conditions, so that on a clammy summer's day the coating often won't migrate to the fabric. A crisp, cold day is much better. Fortunately, as the coating builds up the fabric smooths out, as does the process. 'And then/ Graham grins, 'the magic just happens!' And after the magic? That's the (relatively) easy bit, because although re-upholstering a fabric body is a highly skilled process, it's much quicker than scratch- building aluminium panels - but with all that's involved with the fabric production, it's not much cheaper. The fabric is stretched around the frame, then padded out with horsehair to achieve the correct contours. Several cars are now underway, and two have been completed: a Bentley 3 Litre and a 4V£, both belonging to Peter Livanos, and due to be unveiled at Pebble Beach Concours this year. They look incredible, noticeably different from PVC-bodied machinery. The vintage car world is about to be thoroughly shaken up. THANKS TO Graham Moss of RC Moss, www.vintagebentleys.com.
Englischer Bericht über die noch einzig in Europa funktionierende Maschine zur Herstellung von Rexine. Viele Satteldecken und andere Stoffe in den 20er- und 30er-Jahren wurden aus diesem Material hergestellt. Eine unglaubliche Geschichte...
Februar 2019 - Geschwindigkeitsmesser
Zum modernen Kraftrad gehört der Geschwindigkeitsmesser, welcher nicht nur den Zweck hat, einen gewissen Anhalt für die Einhaltung polizeilich erlaubter Geschwindigkeiten zu geben, sondern auch für die Kontrolle der Reisegeschwindigkeit und der Leistung der Maschine unentbehrlich ist. Es gibt drei Grundprinzipien für die Konstruktion: Das Schwungpendelprinzip, das Wirbelstromprinzip und die Luftreibung.
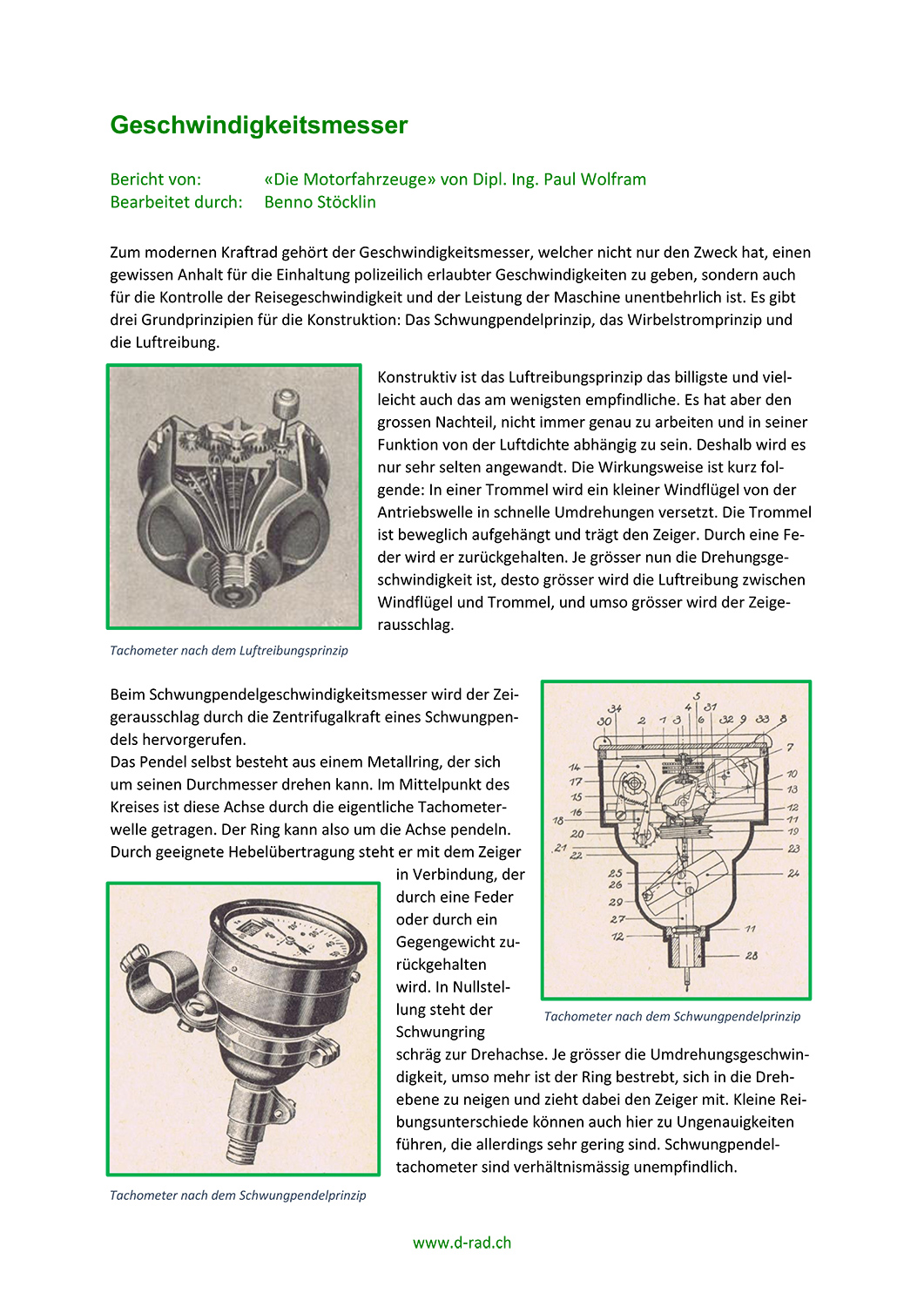
Konstruktiv ist das Luftreibungsprinzip das billigste und vielleicht auch das am wenigsten empfindliche. Es hat aber den grossen Nachteil, nicht immer genau zu arbeiten und in seiner Funktion von der Luftdichte abhängig zu sein. Deshalb wird es nur sehr selten angewandt. Die Wirkungsweise ist kurz folgende: In einer Trommel wird ein kleiner Windflügel von der Antriebswelle in schnelle Umdrehungen versetzt. Die Trommel ist beweglich aufgehängt und trägt den Zeiger. Durch eine Feder wird er zurückgehalten. Je grösser nun die Drehungsgeschwindigkeit ist, desto grösser wird die Luftreibung zwischen Windflügel und Trommel, und umso grösser wird der Zeigerausschlag.
Beim Schwungpendelgeschwindigkeitsmesser wird der Zeigerausschlag durch die Zentrifugalkraft eines Schwungpendels hervorgerufen.
Das Pendel selbst besteht aus einem Metallring, der sich um seinen Durchmesser drehen kann. Im Mittelpunkt des Kreises ist diese Achse durch die eigentliche Tachometerwelle getragen. Der Ring kann also um die Achse pendeln.
Durch geeignete Hebelübertragung steht er mit dem Zeiger
in Verbindung, der durch eine Feder oder durch ein Gegengewicht zurückgehalten wird. In Nullstellung steht der Schwungring
schräg zur Drehachse. Je grösser die Umdrehungsgeschwindigkeit, umso mehr ist der Ring bestrebt, sich in die Drehebene zu neigen und zieht dabei den Zeiger mit. Kleine Reibungsunterschiede können auch hier zu Ungenauigkeiten führen, die allerdings sehr gering sind. Schwungpendel-tachometer sind verhältnismässig unempfindlich.
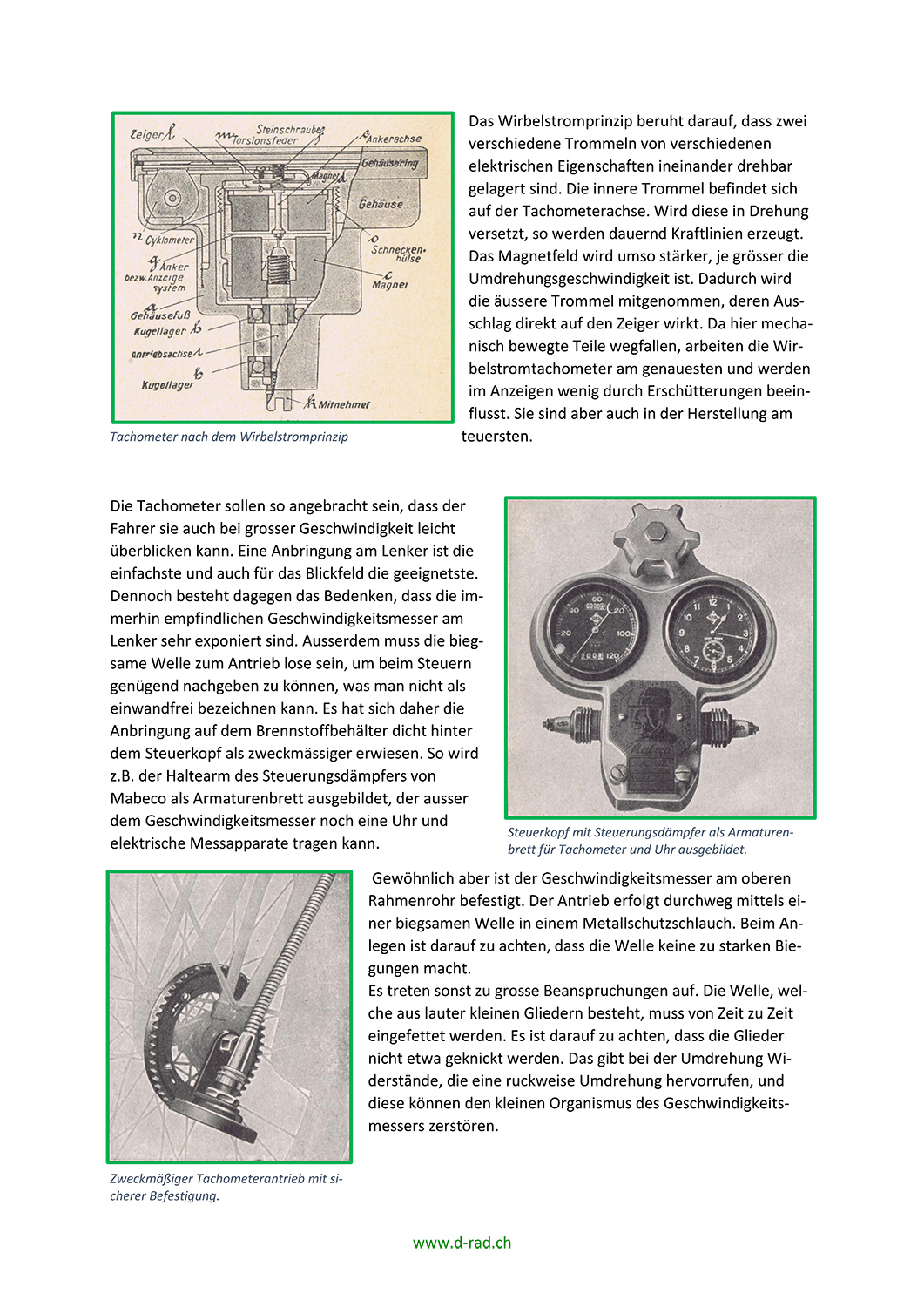
Das Wirbelstromprinzip beruht darauf, dass zwei verschiedene Trommeln von verschiedenen elektrischen Eigenschaften ineinander drehbar gelagert sind. Die innere Trommel befindet sich auf der Tachometerachse. Wird diese in Drehung versetzt, so werden dauernd Kraftlinien erzeugt. Das Magnetfeld wird umso stärker, je grösser die Umdrehungsgeschwindigkeit ist. Dadurch wird die äussere Trommel mitgenommen, deren Ausschlag direkt auf den Zeiger wirkt. Da hier mechanisch bewegte Teile wegfallen, arbeiten die Wirbelstromtachometer am genauesten und werden im Anzeigen wenig durch Erschütterungen beeinflusst. Sie sind aber auch in der Herstellung am teuersten.
Die Tachometer sollen so angebracht sein, dass der Fahrer sie auch bei grösser Geschwindigkeit leicht überblicken kann. Eine Anbringung am Lenker ist die einfachste und auch für das Blickfeld die geeignetste. Dennoch besteht dagegen das Bedenken, dass die immerhin empfindlichen Geschwindigkeitsmesser am Lenker sehr exponiert sind. Ausserdem muss die biegsame Welle zum Antrieb lose sein, um beim Steuern genügend nachgeben zu können, was man nicht als einwandfrei bezeichnen kann. Es hat sich daher die Anbringung auf dem Brennstoffbehälter dicht hinter dem Steuerkopf als zweckmässiger erwiesen. So wird z.B. der Haltearm des Steuerungsdämpfers von Mabeco als Armaturenbrett ausgebildet, der ausser dem Geschwindigkeitsmesser noch eine Uhr und elektrische Messapparate tragen kann.
Gewöhnlich aber ist der Geschwindigkeitsmesser am oberen Rahmenrohr befestigt. Der Antrieb erfolgt durchweg mittels einer biegsamen Welle in einem Metallschutzschlauch. Beim Anlegen ist darauf zu achten, dass die Welle keine zu starken Biegungen macht.
Es treten sonst zu grosse Beanspruchungen auf. Die Welle, welche aus lauter kleinen Gliedern besteht, muss von Zeit zu Zeit eingefettet werden. Es ist darauf zu achten, dass die Glieder nicht etwa geknickt werden. Das gibt bei der Umdrehung Widerstände, die eine ruckweise Umdrehung hervorrufen, und diese können den kleinen Organismus des Geschwindigkeitsmessers zerstören.
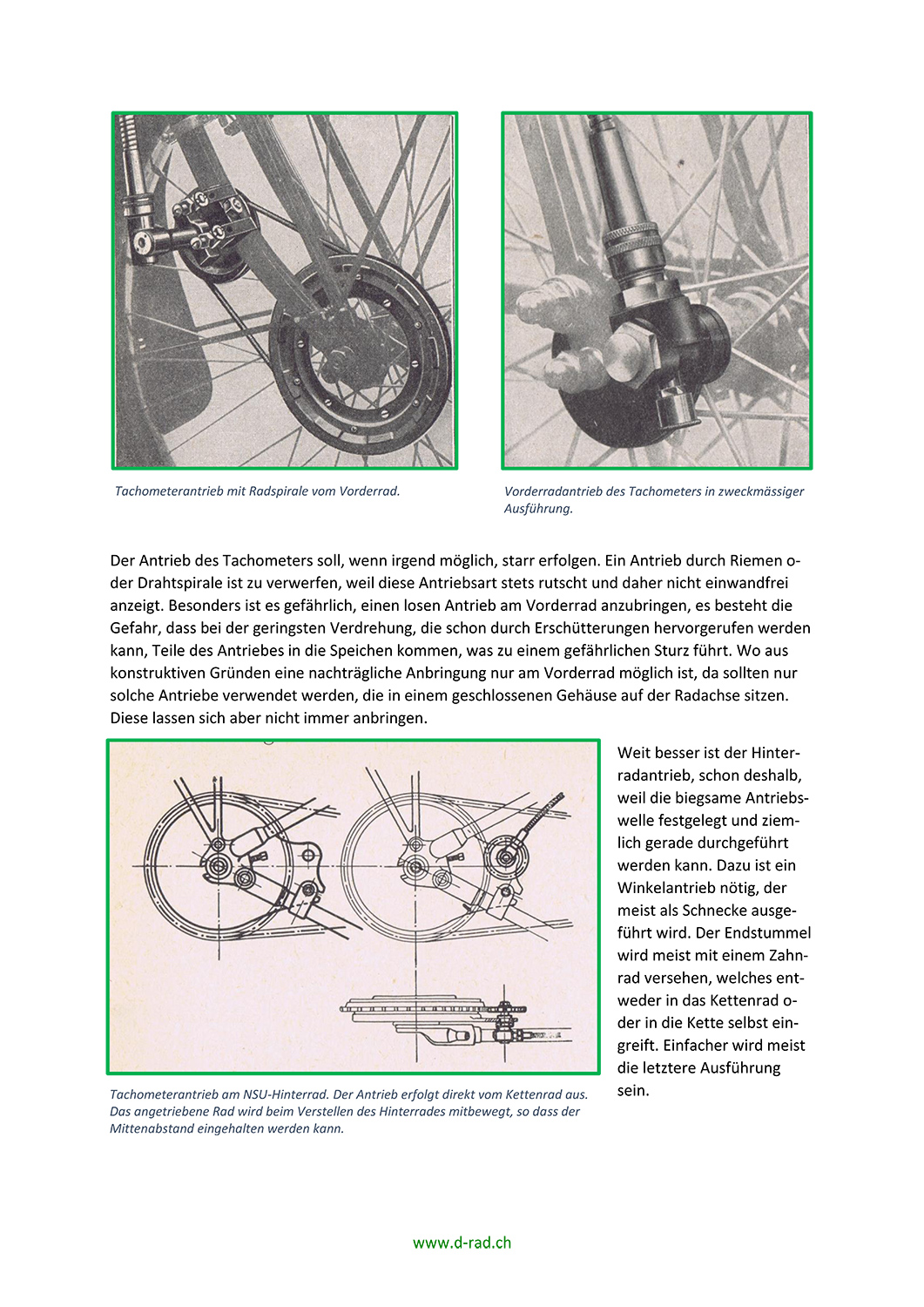
Der Antrieb des Tachometers soll, wenn irgend möglich, starr erfolgen. Ein Antrieb durch Riemen o- der Drahtspirale ist zu verwerfen, weil diese Antriebsart stets rutscht und daher nicht einwandfrei anzeigt. Besonders ist es gefährlich, einen losen Antrieb am Vorderrad anzubringen, es besteht die Gefahr, dass bei der geringsten Verdrehung, die schon durch Erschütterungen hervorgerufen werden kann, Teile des Antriebes in die Speichen kommen, was zu einem gefährlichen Sturz führt. Wo aus konstruktiven Gründen eine nachträgliche Anbringung nur am Vorderrad möglich ist, da sollten nur solche Antriebe verwendet werden, die in einem geschlossenen Gehäuse auf der Radachse sitzen. Diese lassen sich aber nicht immer anbringen.
Weit besser ist der Hinterradantrieb, schon deshalb, weil die biegsame Antriebswelle festgelegt und ziemlich gerade durchgeführt werden kann. Dazu ist ein Winkelantrieb nötig, der meist als Schnecke ausgeführt wird. Der Endstummel wird meist mit einem Zahnrad versehen, welches entweder in das Kettenrad o- der in die Kette selbst eingreift. Einfacher wird meist die letztere Ausführung sein.
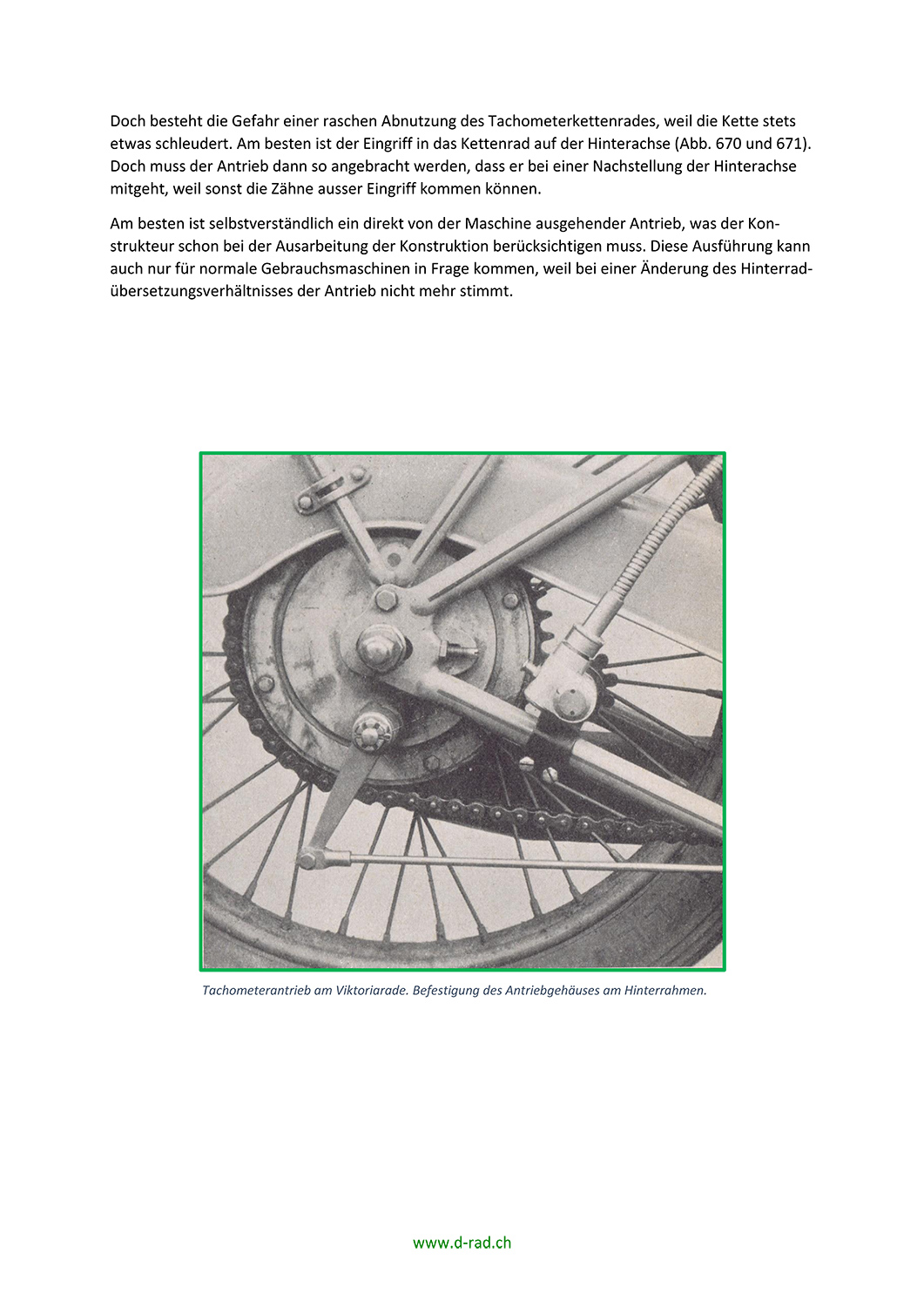
Doch besteht die Gefahr einer raschen Abnutzung des Tachometerkettenrades, weil die Kette stets etwas schleudert. Am besten ist der Eingriff in das Kettenrad auf der Hinterachse (Abb. 670 und 671). Doch muss der Antrieb dann so angebracht werden, dass er bei einer Nachstellung der Hinterachse mitgeht, weil sonst die Zähne ausser Eingriff kommen können.
Am besten ist selbstverständlich ein direkt von der Maschine ausgehender Antrieb, was der Konstrukteur schon bei der Ausarbeitung der Konstruktion berücksichtigen muss. Diese Ausführung kann auch nur für normale Gebrauchsmaschinen in Frage kommen, weil bei einer Änderung des Hinterradübersetzungsverhältnisses der Antrieb nicht mehr stimmt.
Zum modernen Kraftrad gehört der Geschwindigkeitsmesser, welcher nicht nur den Zweck hat, einen gewissen Anhalt für die Einhaltung polizeilich erlaubter Geschwindigkeiten zu geben, sondern auch für die Kontrolle der Reisegeschwindigkeit und der Leistung der Maschine unentbehrlich ist. Es gibt drei Grundprinzipien für die Konstruktion: Das Schwungpendelprinzip, das Wirbelstromprinzip und die Luftreibung.
Januar 2019 - MOTAX....SIR!
Schöner Kurzfilm über die MOTAX-KRAFTRADDROSCHKEN.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}